Temos:
- Valdymo technologija
- Proceso valdymas, pagrįstas darbo sąlygomis
Valdymo technologija:
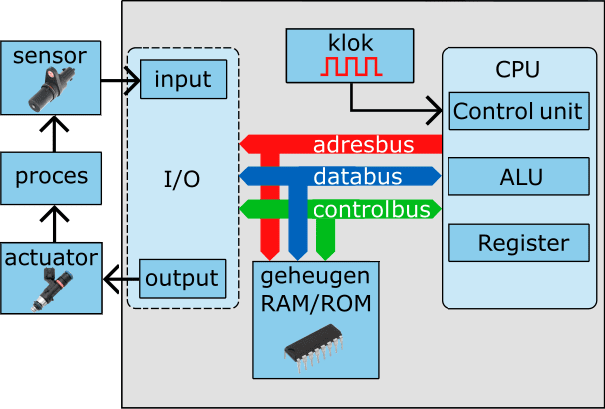
ECU matuoja, kontroliuoja ir reguliuoja procesus. ECU gauna informaciją iš jutiklių. Jutiklis fizinio dydžio pasikeitimą paverčia elektriniu signalu. Ši jutiklio informacija patenka į ECU per įvestį. Galimi įvesties signalai gaunami iš:
- greičio jutiklis;
- temperatūros jutiklis;
- apkrovos (neigiamo slėgio) jutiklis;
- deguonies jutiklis.
Gauta informacija nebūtinai tiesiogiai veda prie veiksmo. Pavaros valdymą galima reguliuoti tik tada, kai išmatuota vertė nukrypsta nuo norimos vertės. Tada ECU turi „reguliavimo“ funkciją. Taip/ne sprendimai priimami naudojant iš anksto užprogramuotą kompiuterinę programą (ROM / Flash atmintis).
Matuoti: jutiklis, šiuo atveju jutiklis, matuoja fizinį dydį ir paverčia jį elektriniu signalu. Ši išmatuota vertė (X) siunčiama į valdiklį. Išmatuota vertė nebūtinai turi tiesiogiai lemti veiksmą; pagalvokite apie pastovią temperatūrą.

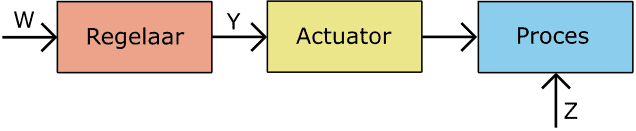
Norėdami valdyti: valdiklis (ECU) valdo pavarą. Nėra grįžtamojo ryšio iš jutiklio, todėl ECU nesilaiko proceso sekos. Todėl proceso klaida ne visada pripažįstama. Valdymo pavyzdys yra garso signalo valdymas rankiniu būdu (W); ECU valdo garsinį signalą (Y), kai veikia jungiklis. Garso signale nėra valdymo funkcijos, todėl gedimai (Z) neatpažįstami.
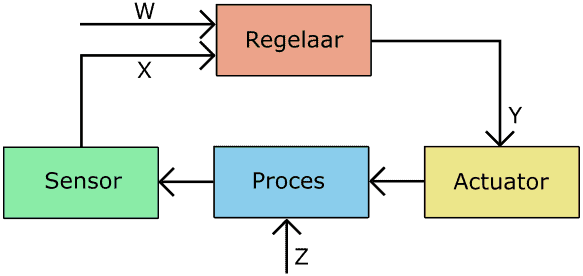
Organizuoti: valdiklis gali apdoroti rankinę komandą (W) arba išmatuotą jutiklio vertę (X) į pavaros valdiklį. Pavara sukelia proceso pasikeitimą; apsvarstykite, pavyzdžiui, injekcijos trukmę. Sušvirkšti daugiau reiškia sodresnį mišinį. Deguonies kiekį matuoja lambda jutiklis ir perduoda šią išmatuotą vertę (X) į valdiklį. Kai yra nenumatytas gedimas (pvz., užsikimšęs purkštukas), tai sukelia proceso pasikeitimą (Z). Šį nuokrypį taip pat matuoja jutiklis, kad valdiklis galėtų reguliuoti procesą pavaros valdikliu.
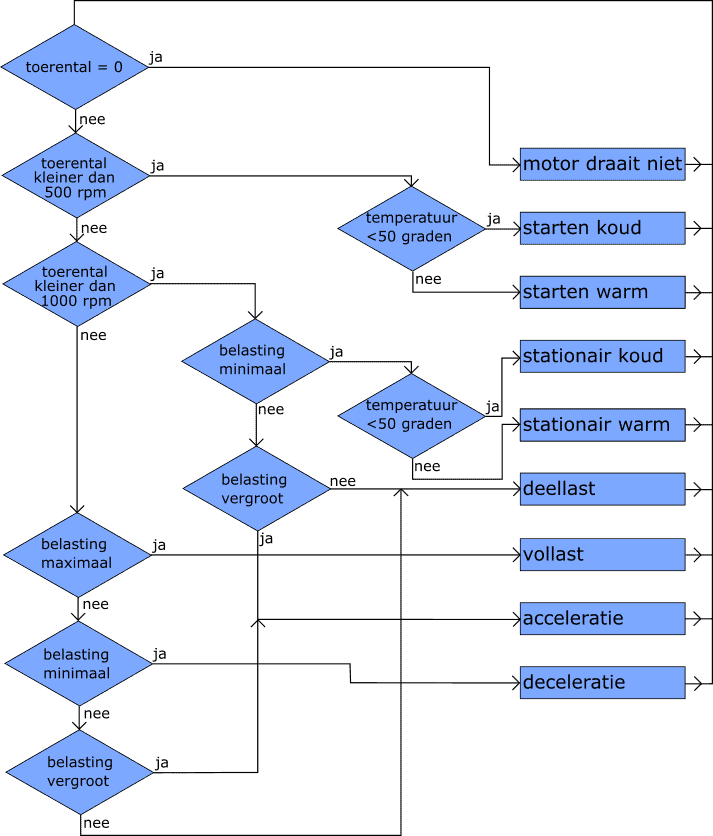
Proceso valdymas pagal veikimo sąlygas:
Degimo variklio variklio valdymo sistema turi optimaliai deginti mišinį visomis darbo sąlygomis. Norint užtikrinti išmetamųjų dujų sudėtį (išmetimą), ekonomiškumą ir pasiekti norimą galią, labai svarbu nustatyti mišinio sudėtį ir uždegimo laiką.
Kiekviena darbo sąlyga turi savo valdymo technologiją:
- Šaltas paleidimas: mišinys yra turtingas, o uždegimas vėluoja;
- Šiltas paleidimas: mišinys yra mažiau turtingas nei šalto užvedimo metu;
- Šalta tuščiąja eiga: mišinys yra turtingas ir tuščiosios eigos greitis padidinamas;
- Karšta tuščioji eiga: esant mažesniam tuščiosios eigos greičiui, mišinys yra mažiau turtingas;
- Dalinė apkrova: mišinio stechiometrinis, greičio diapazonas nuo 1500 iki 4000 aps./min., uždegimo laikas yra iš anksto nustatytas, lambda valdymas aktyvus;
- Pilna apkrova: mišinys prisodrintas, apkrova ir greitis didelis;
- Pagreitis: turtingas mišinys, užsidega vėlai;
- Lėtėjimas: mišinys liesas, užsidega anksti.