فاعل، موضوع:
- عمومی
- کولیس ورنیه
- پیچ سنج
- نشانگر شماره گیری
- حسگر سنج
- پلاستیژاژ
جلبک:
ابزارهای اندازه گیری اغلب در فناوری خودرو استفاده می شود، به عنوان مثال در هنگام بازرسی موتور. اما از ابزارهای اندازه گیری برای اندازه گیری ضخامت لنت ترمز یا دیسک ترمز نیز استفاده می شود. برای انجام یک اندازه گیری، دانستن دقت اندازه گیری که ابزار با آن طراحی شده است، مهم است. قطر سیلندر را می توان با فک های اندازه گیری داخلی کولیس اندازه گیری کرد، اما دقت کافی را ندارد (1/20 میلی متر). نشانگر شماره گیری بسیار دقیق تر است (1/100 میلی متر).
رایج ترین ابزارهای اندازه گیری در کارگاه و دقت آنها عبارتند از:
- کولیس ورنیه (0,05 میلی متر، که همان 1/20 میلی متر است.)
- اندازه پیچ (0,01 میلی متر یا 1/100 میلی متر.)
- نشانگر شماره گیری (0,01 میلی متر.)
- سنج حسگر (0,05 میلی متر.)
- Plastigage (دقت بسته به نسخه).
در این صفحه نحوه تنظیم، خواندن و در صورت لزوم کالیبره کردن ابزارهای اندازه گیری ذکر شده قبلی توضیح داده شده و نمونه هایی از اندازه گیری ها ارائه می شود.
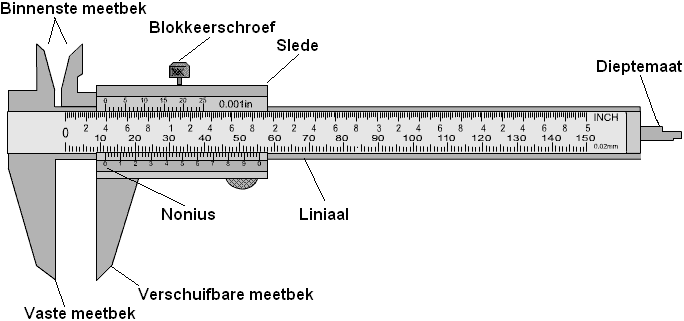
کولیس ورنیه:
کولیس یک ابزار اندازه گیری پرکاربرد در فناوری خودرو است. با کولیس می توان ابعاد داخلی، بیرونی و عمقی یک قطعه را تا بیستم میلی متر اندازه گیری کرد.
اندازه گیری با فک اندازه گیری ثابت:
اندازه را می توان با بستن قطعه در فک اندازه گیری ثابت خواند. خط کش اکنون 20 میلی متر را می خواند. این قطر بیرونی حلقه است.
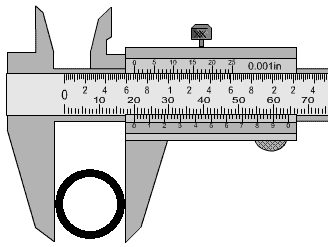
اندازه گیری با فک اندازه گیری داخلی:
قطر داخلی را می توان با بستن فک اندازه گیری در داخل حلقه خواند. این 18 میلی متر است. این بدان معنی است که حلقه (20-18) = 2 میلی متر ضخامت دارد.
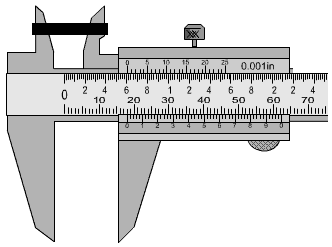
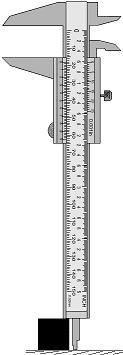
اندازه گیری با عمق سنج:
به عنوان مثال، برای اجسامی که نمی توان آنها را از سطح جدا کرد یا استوانه هایی با پایین، ارتفاع را می توان با استفاده از عمق سنج اندازه گیری کرد. با قرار دادن انتهای عمق سنج بر روی سطح و قسمت ضخیم کولیس بر روی قطعه می توان ارتفاع آن را تعیین کرد. در این مورد، ارتفاع بلوک سیاه مشخص می شود:
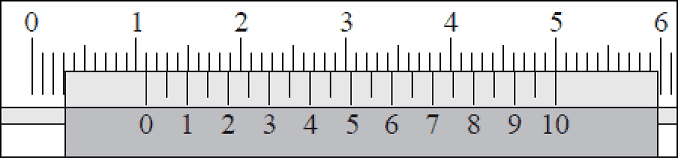
برای خواندن کولیس باید به دهم میلی متر هم نگاه کرد. جایی که خط بعدی ورنیه دقیقاً مشابه خط خط کش است، اندازه گیری را بر حسب دهم میلی متر (عدد بعد از اعشار) نشان می دهد. در تصویر 0 ورنیه 1,1 سانتی متر است، بنابراین 11 میلی متر از خط کش فاصله دارد. خط عدد 10 روی ورنیه نیز مانند خط روی خط کش است. این بدان معنی است که دقیقاً 11,0 میلی متر وجود دارد در حال تبدیل شدن است اندازه گیری شده.
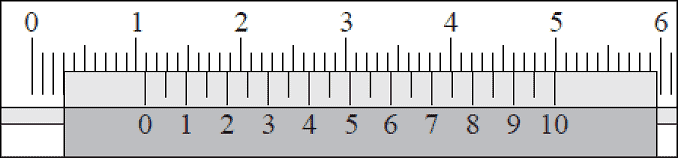
در اندازه گیری بعدی، ورنیه کمی به سمت چپ جابجا شده است و با عددی بعد از اعشار روبرو هستیم. به جایی نگاه می کنیم که خط بعدی ورنیه دقیقاً همان خط خط کش است. در تصویر، 0 ورنیه 1,1 سانتی متر است، بنابراین 11 (کل) میلی متر است. خط عدد 9 روی ورنیه نیز مانند خط روی خط کش است. این بدان معنی است که دقیقاً 10,9 میلی متر اندازه گیری می شود.
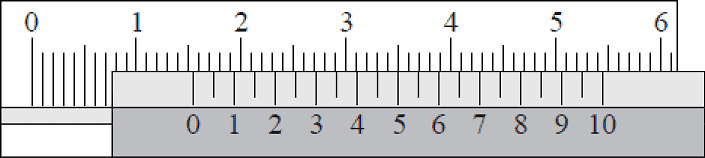
اندازه گیری در تصویر نیز از همین اصل پیروی می کند. در این حالت 0 ورنیه در نیمه راه بین 15 تا 16 میلی متر خط کش است. سپس در اصل می دانید که عدد اعشاری باید در حدود 4، 5 یا 6 باشد. خطوط خط کش و ورنیه با 5 مطابقت دارند. بنابراین اکنون (15+0,5) = 15,5 میلی متر اندازه گیری می شود.
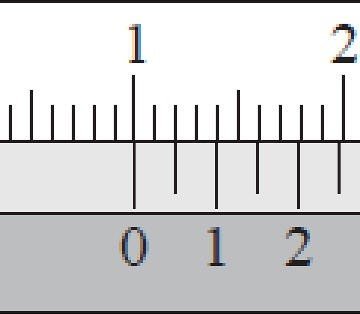
همچنین خطوط کوچکی بین اعداد روی ورنیه وجود دارد. اینها پنج صدم میلی متر را نشان می دهند. خط بین 0 و 1 روی ورنیه با خط روی خط کش مطابقت دارد. در شکل، (10 + 0,05) = 10,05 میلی متر. خواندن یک پانصدم نیاز به یک چشم ورزیده دارد.
در این انیمیشن خواندن ورنیه با فلش های قرمز روشن شده است.

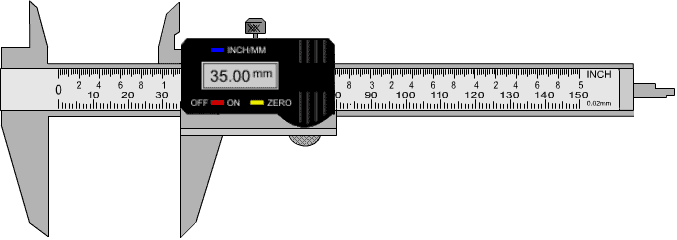
همانطور که در تصویر نشان داده شده است می توان یک کولیس را به صورت دیجیتالی نیز ساخت. ابعاد قطعه مورد اندازه گیری را می توان در صفحه نمایش دیجیتال خواند. این را اغلب می توان روی هر دو اینچ و میلی متر نیز تنظیم کرد.
همچنین کولیس هایی با نشانگر شماره گیری آنالوگ وجود دارد که نمایشگر دیجیتال در تصویر بالا قرار دارد. این کولیس زیاد استفاده نمی شود، اما بستگی به این دارد که کاربر ترجیح دهد از چه چیزی استفاده کند.
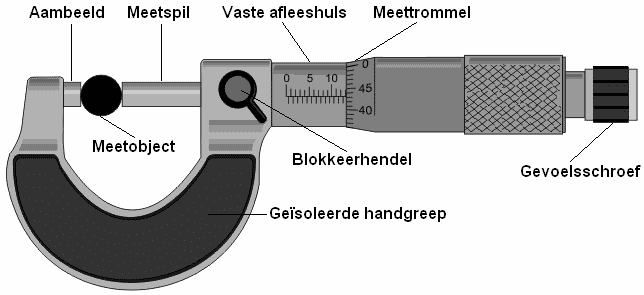
اندازه پیچ:
می توان از گیج پیچ (که میکرومتر یا میکرومتر براکت نیز نامیده می شود) استفاده کرد واژه برای اندازه گیری قطعات تا اندازه 25 میلی متر با دقت یک صدم میلی متر (0,01 میلی متر) استفاده می شود. با یک دور چرخش درام اندازه گیری، دوک اندازه گیری 0,5 میلی متر حرکت می کند.
میکرومتر باید همیشه توسط دسته عایق نگه داشته شود، زیرا گرمای دست ها بر نتیجه اندازه گیری تأثیر می گذارد. گرمایش موضعی در میکرومتر می تواند باعث شود که مواد کمی منبسط شوند. مخصوصاً برای اندازه گیری که در آن نتیجه باید با نزدیکترین صدم اندازه گیری شود، رعایت مقررات مهم است.
جزء مورد اندازه گیری باید بین سندان و دوک اندازه گیری قرار گیرد. با چرخاندن درام اندازه گیری، دوک اندازه گیری به جلو و عقب حرکت می کند. قبل از تماس دوک اندازه گیری با قطعه، آخرین فاصله باید با پیچ حساسیت سفت شود. پیچ حسی حاوی یک مکانیسم کلیک است که با اعمال یک نیروی خاص صدای "کلیک" تولید می کند. در آن لحظه می دانید که اجازه ندارید کنتور را بیشتر بچرخانید. اگر میکرومتر را بیش از حد سفت کنید، می توانید نتایج اندازه گیری نادرستی دریافت کنید. درام اندازه گیری را می توان در مقابل چرخش بیشتر با اهرم قفل قفل کرد.
در زیر تصویری از یک میکرومتر است که در آن اندازه یک یاتاقان توپ (شیء اندازهگیری) است. در حال تبدیل شدن است اندازه گیری شده.
در تصویر بالا، بلبرینگ دارای ضخامت 13,43 میلی متر است. در مقیاس بالا عدد 10 را با 3 خط در کنار آن می بینید. هر خط یک میلی متر است پس 10+3=13 میلی متر. عدد بعد از اعشار بر روی درام اندازه گیری خوانده می شود. در اینجا اعداد 40 و 45 هستند. اگر دقت کنید می بینید که خط ترازو برابر با 43 است. با هم 13,43 میلی متر می شود.
درام اندازه گیری دارای مقیاسی از 0,0 تا 0,49 میلی متر است. این به این دلیل است که مقیاس با میلی متر کامل (سمت چپ درام اندازه گیری) نیز حاوی نیم میلی متر است. خطوط پایین نیم میلی متر را نشان می دهد. تعدادی مثال در زیر آورده شده است.
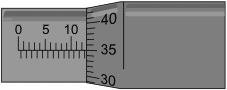
کل میلی متر روی خط افقی نمایش داده می شود. در این حالت 13 میلی متر است. خط 16 میلی متری روی درام اندازه گیری برابر با خط افقی روی آستین قرائت است. اندازه نشان داده شده در این تصویر (13 + 0,16) = 13,16 میلی متر است.
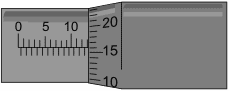
خط زیر خط ترازو آستین خواندن در تصویر قابل مشاهده است. این خط زیر خط افقی نشان می دهد که نیم میلی متر است. با توجه به مقیاس، حداقل 5,5 میلی متر است (بدون در نظر گرفتن درام اندازه گیری). مقیاس روی درام اندازه گیری 36 را نشان می دهد. اندازه نشان داده شده در مجموع (5,5 + 0,36) = 5,86 میلی متر است.
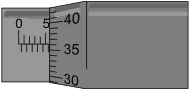
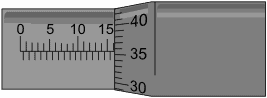
در این تصویر، خط پایین ترازوی دوباره به درام اندازه گیری نزدیک تر است. بنابراین با توجه به مقیاس افقی دوباره حداقل 12,5 میلی متر است. سپس مقدار مشخص شده درام اندازه گیری را اضافه می کنیم. این مقدار 0,35 میلی متر است. سپس 12,5 و 0,35 را با هم جمع می کنیم.
با هم این (12,5 + 0,35) = 12,85 میلی متر است.
در این تصویر اندازه نشان داده شده (16 + 0,355) = 16,355 میلی متر است.
تصویر اندازه پیچ را 75,235 میلی متر نشان می دهد. مقیاس روی درام اندازه گیری بین 23 تا 24 میلی متر است. از آنجا که کالیبر 75 میلی متر است، اندازه پیچ 0,235 میلی متر منحرف می شود. بنابراین هر اندازه گیری که انجام می شود بسیار زیاد خواهد بود. آستین مطالعه باید با استفاده از یک چنگال تنظیم مناسب نسبت به دسته چرخانده شود. چنگال تنظیم در تصویر بالا قابل مشاهده است.

قبل از اندازه گیری با میکرومتر، ابتدا باید کالیبره شود. کالیبراسیون نادرست منجر به خطاهای اندازه گیری می شود! اندازه پیچ با استفاده از کالیبر مناسب کالیبره می شود. کالیبر در تصویر زیر دقیقا 75,00 میلی متر است. به این معنی که وقتی گیج پیچ کالیبر را اندازه می گیرد، گیج پیچ باید دقیقاً این عدد را نشان دهد. اگر مقدار اندازه گیری شده نادرست است، ابتدا باید اندازه پیچ را با چرخاندن درام داخلی با چنگال کالیبره کنیم.

نشانگر شماره گیری:
اندازه گیری عمق بسیار دقیق را می توان با نشانگر شماره گیری انجام داد. عقربه کوچک در داخل نشان دهنده کل میلی متر و عقربه بزرگ عدد بعد از نقطه اعشار را نشان می دهد. هنگامی که نشانگر شماره گیری روی یک سطح مستقیم قرار می گیرد باید 0,00 میلی متر را همانطور که در شکل زیر نشان داده شده است نشان دهد. حلقه بیرونی را می توان چرخاند تا امکان کالیبراسیون فراهم شود. اگر 0,3 میلی متر زمانی که روی یک سطح مستقیم قرار می گیرد اندازه گیری شود، حلقه بیرونی باید طوری چرخانده شود که عقربه بزرگ نشان دهنده 0 باشد.
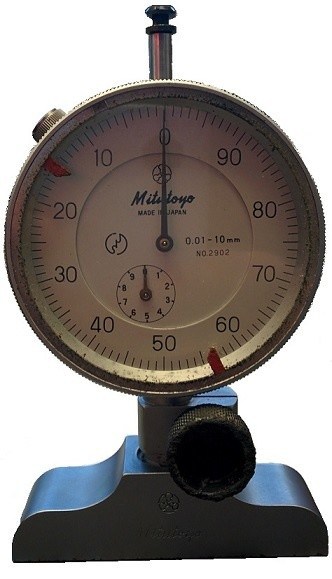
نشانگر شماره گیری در تصویر 5,00 میلی متر را نشان می دهد. عقربه کوچک در 5 و عقربه بزرگ در 0 است. اگر عقربه بزرگ در 81 و عقربه کوچک بین 5 و 6 باشد، متر مقدار 5,81 میلی متر را نشان می دهد. هرچه پین اندازه گیری در پایین به سمت بالا فشار داده شود، مقدار خوانده شده کوچکتر می شود.
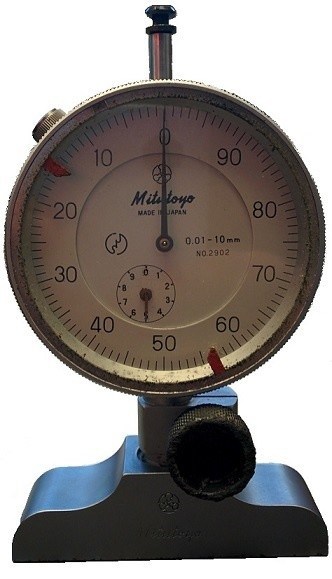
صفحه در میکرومتر نشان می دهد: 0.01 - 10 میلی متر. این بدان معنی است که میکرومتر می تواند مقداری بین 0.01 تا 10 میلی متر را نشان دهد. بنابراین نمی توان عمق 12 میلی متر را اندازه گیری کرد، زیرا پین اندازه گیری برای آن خیلی کوتاه است و عقربه ها نمی توانند این را نشان دهند. برای اینکه بتوان مقادیر بزرگتر از 10 میلی متر را اندازه گیری کرد، پسوندهای مختلفی با میکرومتر عرضه می شود. نمونه ای از آن را می توان در تصویر مشاهده کرد. پسوند در اینجا با میکرومتر اندازه گیری می شود. این مقدار 10,0 میلی متر را نشان می دهد.

فقط قسمت بشکه ای شکل اندازه گیری می شود نه رزوه پیچ. با نصب این پسوند بر روی میکرومتر، میله اندازه گیری دیگر خیلی کوتاه نیست. برای مثال، مقدار 12 میلیمتر را اکنون میتوان اندازهگیری کرد. اکنون باید اطمینان حاصل شود که اندازه پسوند به مقدار اندازه گیری شده اضافه شده است. در اینجا یک مثال وجود دارد: وقتی میکرومتر مقدار 5,19 میلی متر را نشان می دهد، اندازه واقعی مقدار اندازه گیری شده + طول پین اندازه گیری است، بنابراین 5,19 + 10,00 = 15,19mm.
اندازه گیری ها با نشانگر شماره گیری در این صفحات انجام می شود:
سنج حسگر:
سنج حسگر برای اندازه گیری فضای بین دو قسمت استفاده می شود. گیج حسگر از تعدادی نوار فلزی تشکیل شده است که هر کدام ضخامت متفاوتی دارند. ضخامت بر روی نوار فلزی ذکر شده است. نوار پایین سنج حسگر در تصویر زیر "30" را نشان می دهد. این بدان معنی است که نوار فلزی 0,30 میلی متر ضخامت دارد.
برای اندازه گیری فضای بین دو قسمت، هر نوار فلزی باید باز شود و بین قسمت ها بلغزد. اگر بتوان نوار را خیلی راحت یا حتی بدون مقاومت جابهجا کرد، فضای آن بزرگتر از ضخامت نوار است. بنابراین یک نوار فلزی ضخیمتر باید باز شود. اگر نوار دیگر از بین نمی رود، پس نوار خیلی ضخیم است. اگر بتوان نوار را با مقداری مقاومت بین قطعات لغزش داد، آنگاه اندازه مناسبی است.

شکل زیر فاصله نهایی رینگ پیستون را اندازه گیری می کند.
اندازه گیری ها با سنج های حسگر در این صفحات انجام می شود:

پلاستیگاژ:
برای بررسی فاصله بین بلبرینگ های کشویی می توان از پلاستیژاژ استفاده کرد. Plastigage یک سیم پلاستیکی مخصوص است که باید به قسمتی که فاصله بین آن باید اندازه گیری شود اعمال شود. سپس درپوش یاتاقان باید محکم شود تا پلاستاژ به صورت صاف فشرده شود. تغییر شکل پلاستیاژ معیاری برای تعیین فاصله است.
پلاستیاژ رنگ های مختلفی دارد. هر رنگ نشان دهنده اندازه متفاوتی است.
- سبز: برای فاصله 0,025 تا 0,076 میلی متر.
- قرمز: 0,050 - 0,150 میلی متر.
- آبی: 0,102 - 0,229 میلی متر.
- زرد: 0,23 - 0,51 میلی متر.
در این صفحه یک اندازه گیری با پلاستیاژ انجام می شود:

صفحات مرتبط: