المواضيع:
- عام
- الفرجار الورنية
- مقياس المسمار
- اطلب مؤشر
- مقياس المحسس
- بلاستيج
عموما:
تُستخدم أدوات القياس غالبًا في تكنولوجيا السيارات، على سبيل المثال أثناء فحص المحرك. لكن أدوات القياس تستخدم أيضًا لقياس سمك بطانات الفرامل أو قرص الفرامل. من أجل إجراء القياس، من المهم معرفة دقة القياس التي تم تصميم الأداة بها. يمكن قياس قطر الأسطوانة باستخدام فكوك القياس الداخلية للفرجار، ولكنها ليست دقيقة بدرجة كافية (1/20 مم). مؤشر الاتصال أكثر دقة بكثير (1/100 مم).
أدوات القياس الأكثر شيوعاً في الورشة ودقتها هي:
- الفرجار الورني (0,05 مم، وهو نفس 1/20 مم).
- حجم المسمار (0,01 مم، أو 1/100 مم).
- مؤشر الطلب (0,01 ملم)
- مقياس المحسس (0,05 ملم)
- البلاستيج (الدقة حسب الإصدار).
تشرح هذه الصفحة كيفية ضبط أدوات القياس المذكورة سابقًا وقراءتها ومعايرتها إذا لزم الأمر، كما توفر أمثلة على القياسات.
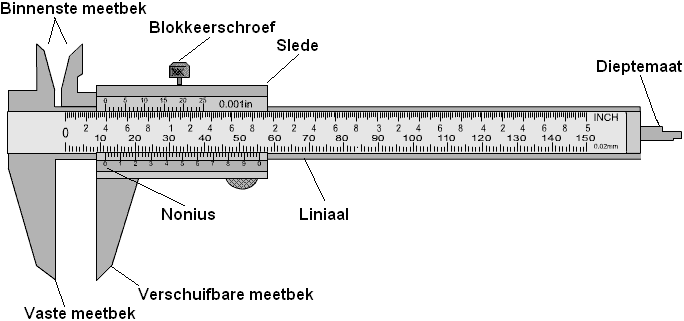
الورنية الفرجار:
الفرجار هو أداة قياس تستخدم على نطاق واسع في تكنولوجيا السيارات. باستخدام الفرجار، يمكن قياس الأبعاد الداخلية والخارجية والعمق لأي مكون بدقة تصل إلى المليمتر العشرين.
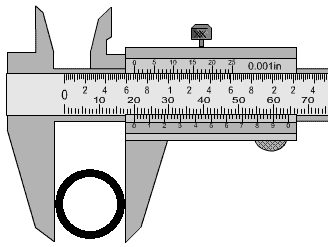
القياس باستخدام فك القياس الثابت:
يمكن قراءة الحجم عن طريق تثبيت المكون في فك القياس الثابت. المسطرة تقرأ الآن 20 ملم. هذا هو القطر الخارجي للحلقة.
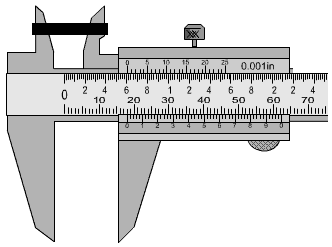
القياس باستخدام فك القياس الداخلي:
يمكن قراءة القطر الداخلي عن طريق تثبيت فك القياس داخل الحلقة. هذا 18 ملم. وهذا يعني أن الحلقة (20-18) = سماكة 2 ملم.
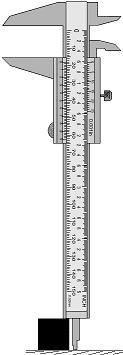
القياس بمقياس العمق:
على سبيل المثال، بالنسبة للأشياء التي لا يمكن إزالتها من السطح أو الأسطوانات ذات القاع، يمكن قياس الارتفاع باستخدام مقياس العمق. ومن خلال وضع نهاية مقياس العمق على السطح والجزء السميك من الفرجار على المكون، يمكن تحديد ارتفاعه. في هذه الحالة يتم تحديد ارتفاع الكتلة السوداء:
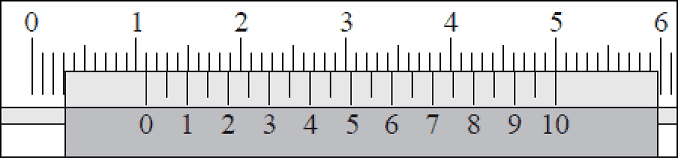
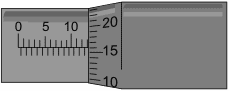
لقراءة الفرجار، يجب على المرء أيضًا أن ينظر إلى أعشار المليمتر. يشير المكان الذي يكون فيه السطر التالي من الورنية هو نفس خط المسطرة تمامًا إلى القياس بأعشار المليمترات (الرقم بعد العلامة العشرية). في الصورة، 0 من الورنية هو 1,1 سم، أي 11 مم من المسطرة. خط الرقم 10 على الورنية هو أيضًا نفس الخط الموجود على المسطرة. وهذا يعني أن هناك بالضبط 11,0 ملم هو جيميتين.
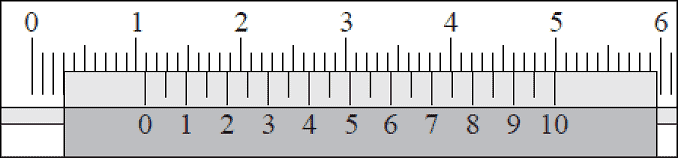
خلال القياس التالي، تحول الورنية قليلاً إلى اليسار ونحن نتعامل مع رقم بعد العلامة العشرية. نحن ننظر إلى المكان الذي يكون فيه السطر التالي من الورنية مطابقًا تمامًا لخط المسطرة. في الصورة، 0 من الورنية هو 1,1 سم، أي 11 ملليمترًا (كاملًا). خط الرقم 9 على الورنية هو أيضًا نفس الخط الموجود على المسطرة. وهذا يعني أنه تم قياس 10,9 ملم بالضبط.
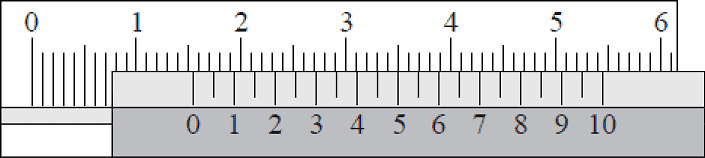
القياس في الصورة يتبع نفس المبدأ. في هذه الحالة، يقع 0 من الورنية في منتصف المسافة بين 15 و16 ملم من المسطرة. فأنت تعلم بالفعل من حيث المبدأ أن الرقم العشري يجب أن يكون حوالي 4 أو 5 أو 6. تتوافق خطوط المسطرة والورنية مع الرقم 5؛ إذن تم قياس (15+0,5) = 15,5 ملم.
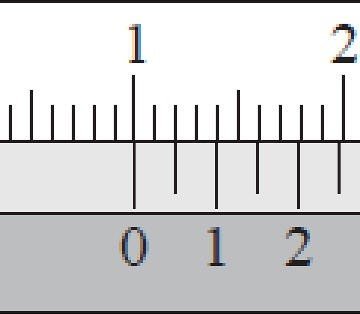
هناك أيضًا خطوط صغيرة بين الأرقام الموجودة على الورنية. تشير هذه إلى أجزاء من خمسمائة من المليمتر. الخط الموجود بين 0 و 1 على الورنية يتوافق مع الخط الموجود على المسطرة. في الشكل (10 + 0,05) = 10,05 ملم. قراءة الخمسمائة تتطلب عينًا مدربة.
في هذه الرسوم المتحركة، يتم توضيح قراءة الورنية باستخدام الأسهم الحمراء.

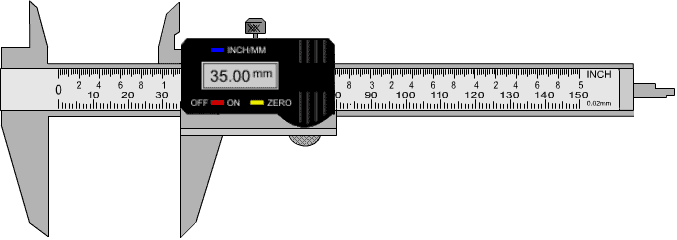
ويمكن أيضًا صنع الفرجار رقميًا كما هو موضح في الصورة. يمكن قراءة أبعاد المكون الذي يتم قياسه على الشاشة الرقمية. يمكن أيضًا ضبط هذا في كثير من الأحيان على كل من البوصات والمليمترات.
هناك أيضًا فرجار مزود بمؤشر قرص تناظري حيث توجد الشاشة الرقمية في الصورة أعلاه. لا يتم استخدام هذا الفرجار كثيرًا، ولكنه يعتمد فقط على ما يفضل المستخدم استخدامه.
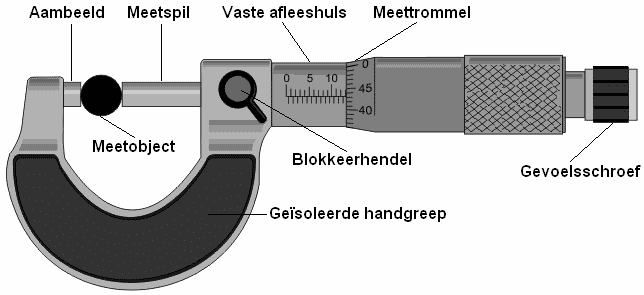
حجم المسمار:
يمكن استخدام المقياس اللولبي (ويسمى أيضًا الميكرومتر أو الميكرومتر القوسي). Worden يستخدم لقياس المكونات التي يصل حجمها إلى 25 مم بدقة تصل إلى جزء من مائة من المليمتر (0,01 مم). مع دورة واحدة لأسطوانة القياس، يتحرك عمود القياس بمقدار 0,5 مم.
يجب دائمًا الإمساك بالميكرومتر بواسطة المقبض المعزول، لأن حرارة اليدين تؤثر على نتيجة القياس. يمكن أن يؤدي التسخين الموضعي في الميكرومتر إلى تمدد المادة قليلًا. خاصة بالنسبة للقياس حيث يجب قياس النتيجة إلى أقرب مائة، فمن المهم الالتزام باللوائح.
يجب وضع المكون المراد قياسه بين السندان ومغزل القياس. من خلال تدوير أسطوانة القياس، يتحرك عمود القياس ذهابًا وإيابًا. قبل أن يلمس عمود القياس المكون، يجب تشديد المسافة الأخيرة باستخدام برغي الحساسية. يحتوي المسمار الحسي على آلية نقر تنتج صوت "نقر" عند تطبيق قوة معينة. في تلك اللحظة تعلم أنه لا يُسمح لك بإدارة العداد أكثر من ذلك. إذا قمت بتضييق الميكرومتر أكثر من اللازم، فقد تحصل على نتائج قياس غير صحيحة. يمكن قفل أسطوانة القياس ضد المزيد من الدوران باستخدام ذراع القفل.
فيما يلي صورة للميكرومتر حيث حجم محمل الكرة (جسم القياس) هو جيميتين.
في الصورة أعلاه، تبلغ سماكة المحمل الكروي 13,43 ملم. على المقياس العلوي ترى 10، مع 3 خطوط بجانبها. يبلغ طول كل سطر ملليمترًا واحدًا، أي 10+3=13 ملم. تتم قراءة الرقم بعد العلامة العشرية على أسطوانة القياس. هنا الرقمان 40 و45. إذا نظرت عن كثب سترى أن خط المقياس يساوي 43. وهذا معًا يساوي 13,43 ملم.
تحتوي أسطوانة القياس على مقياس من 0,0 إلى 0,49 ملم. وذلك لأن المقياس الذي يحتوي على ملليمترات كاملة (يسار أسطوانة القياس) يحتوي أيضًا على نصف ملليمتر؛ تشير الخطوط السفلية إلى نصف ملليمتر. ويرد أدناه عدد من الأمثلة.
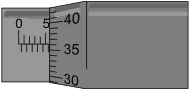
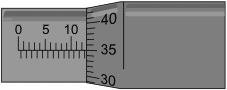
يتم عرض المليمترات بأكملها على الخط الأفقي. في هذه الحالة هو 13 ملم. الخط 16 مم الموجود على أسطوانة القياس يساوي الخط الأفقي الموجود على غلاف القراءة. الحجم المشار إليه في هذه الصورة هو (13 + 0,16) = 13,16 ملم.
يظهر الخط الموجود أسفل خط مقياس غلاف القراءة في الصورة. يشير هذا الخط الموجود أسفل الخط الأفقي إلى أن طوله نصف ملليمتر. وفقًا للمقياس، لا يقل عن 5,5 ملم (دون أخذ أسطوانة القياس بعين الاعتبار). يشير المقياس الموجود على أسطوانة القياس إلى 36. الحجم المشار إليه الآن هو إجمالي (5,5 + 0,36) = 5,86 ملم.
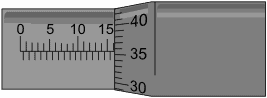
في هذه الصورة، يكون الخط الموجود أسفل خط المقياس هو الأقرب مرة أخرى إلى أسطوانة القياس. لذا فهو لا يقل عن 12,5 ملم مرة أخرى وفقًا للمقياس الأفقي. ثم نضيف القيمة المشار إليها لأسطوانة القياس؛ هذه القيمة 0,35 ملم. ثم نضيف 12,5 و0,35 معًا.
معًا يكون (12,5 + 0,35) = 12,85 ملم.
في هذه الصورة الحجم المشار إليه هو (16 + 0,355) = 16,355 ملم.
توضح الصورة حجم المسمار بقيمة 75,235 ملم. يتراوح المقياس الموجود على أسطوانة القياس بين 23 و24 ملم. نظرًا لأن العيار 75 مم، فإن حجم المسمار ينحرف بمقدار 0,235 مم. وبالتالي فإن كل قياس سيتم إجراؤه سيكون مرتفعًا جدًا. يجب إدارة غلاف القراءة بالنسبة للمقبض باستخدام شوكة ضبط مناسبة. يمكن رؤية شوكة التعديل في الصورة أعلاه.

قبل القياس بالميكرومتر، يجب أولاً معايرته. المعايرة غير الصحيحة تؤدي إلى أخطاء في القياس! تتم معايرة حجم المسمار باستخدام عيار مناسب. العيار في الصورة أدناه هو بالضبط 75,00 ملم. وهذا يعني أنه عندما يقيس المقياس اللولبي العيار، يجب أن يشير المقياس اللولبي إلى هذا الرقم بالضبط. إذا كانت القيمة المقاسة غير صحيحة، فيجب علينا أولاً معايرة حجم المسمار عن طريق تدوير الأسطوانة الداخلية بالشوكة.

اطلب مؤشر:
يمكن إجراء قياس دقيق للغاية للعمق باستخدام مقياس القرص. يشير العقرب الصغير الموجود في الداخل إلى المليمترات بأكملها، بينما يشير العقرب الكبير إلى الرقم بعد العلامة العشرية. عندما يتم وضع مؤشر الاتصال على سطح مستقيم، يجب أن يقرأ 0,00 مم كما هو موضح في الشكل أدناه. يمكن تدوير الحلقة الخارجية للسماح بالمعايرة. إذا تم قياس 0,3 مم عند وضعها على سطح مستقيم، فيجب تدوير الحلقة الخارجية بحيث يشير العقرب الكبير إلى 0.
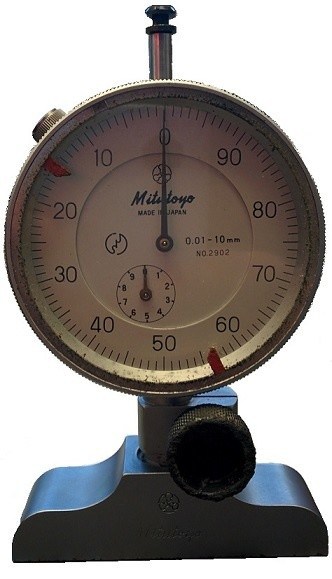
يشير مؤشر الاتصال الموجود في الصورة إلى 5,00 ملم. العقرب الصغير عند 5 والعقرب الكبير عند 0. إذا كان العقرب الكبير عند 81 والعقرب الصغير بين 5 و6، فإن العداد يشير إلى قيمة 5,81 ملم. كلما تم الضغط على دبوس القياس لأعلى في الأسفل، كلما أصبحت قيمة القراءة أصغر.
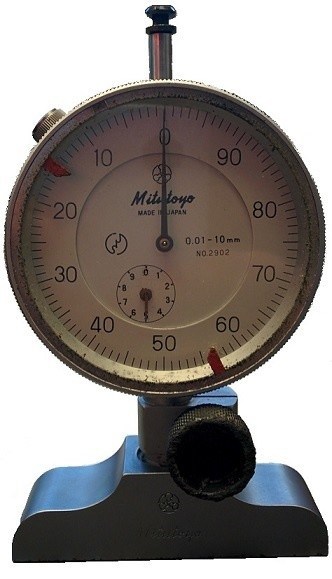
يقرأ القرص الموجود في الميكرومتر: 0.01 - 10 ملم. وهذا يعني أن الميكرومتر يمكن أن يشير إلى قيمة تتراوح بين 0.01 و10 ملم. ولذلك لا يمكن إجراء قياس العمق حيث يكون العمق 12 مم، لأن دبوس القياس قصير جدًا لذلك ولا يمكن للعقارب الإشارة إلى ذلك. لتتمكن من قياس قيم أكبر من 10 ملم، يتم توفير ملحقات مختلفة مع الميكرومتر. مثال على ذلك يمكن رؤيته في الصورة. يتم قياس الامتداد هنا بالميكرومتر. يشير هذا إلى قيمة 10,0 ملم.

يتم قياس الجزء الذي على شكل برميل فقط، وليس الخيط اللولبي. ومن خلال تركيب هذا الامتداد على الميكرومتر، لم يعد قضيب القياس قصيرًا جدًا. لا يزال من الممكن الآن قياس قيمة 12 ملم، على سبيل المثال. يجب الآن التأكد من إضافة حجم الامتداد إلى القيمة المقاسة. فيما يلي مثال: عندما يشير الميكرومتر إلى قيمة 5,19 ملم، فإن الحجم الفعلي هو القيمة المقاسة + طول دبوس القياس، لذلك 5,19 + 10,00 = 15,19mm.
يتم أخذ القياسات باستخدام مؤشر الاتصال الموجود على هذه الصفحات:
مقياس المحسس:
يستخدم مقياس المحسس لقياس المسافة بين جزأين. يتكون مقياس المحسس من عدد من الشرائط المعدنية، لكل منها سمك مختلف. يتم ذكر السماكة على الشريط المعدني. يقرأ الشريط السفلي لمقياس المحسس في الصورة أدناه "30". هذا يعني أن الشريط المعدني يبلغ سمكه 0,30 مم.
لقياس المسافة بين جزأين، ينبغي فتح أي شريط معدني وانزلق بين الأجزاء. إذا كان من الممكن تحريك الشريط بسهولة شديدة أو حتى بدون مقاومة، فستكون المساحة أكبر من سمك الشريط. لذلك يجب فتح شريط معدني أكثر سمكًا. إذا لم يعد الشريط مناسبًا، فهذا يعني أن الشريط سميك جدًا. إذا كان من الممكن انزلاق الشريط بين الأجزاء ببعض المقاومة، فهذا هو الحجم الصحيح.

يقيس الشكل التالي الخلوص النهائي لحلقة المكبس.
يتم إجراء القياسات باستخدام مقاييس المحسس على هذه الصفحات:

البلاستيج:
يمكن استخدام Plastigage للتحقق من الخلوص بين المحامل المنزلقة. Plastigage عبارة عن سلك بلاستيكي خاص يجب تطبيقه على الجزء الذي يجب قياس الخلوص بينه. يجب بعد ذلك تأمين غطاء المحمل بحيث يتم ضغط البلاستيج بشكل مسطح. تشوه البلاستيج هو مقياس للتخليص.
هناك ألوان مختلفة من البلاستيجاج. يمثل كل لون حجمًا مختلفًا.
- الأخضر: لخلوص المحمل من 0,025 إلى 0,076 ملم.
- الأحمر: 0,050 – 0,150 ملم.
- الأزرق: 0,102 – 0,229 ملم.
- الأصفر: 0,23 – 0,51 ملم.
في هذه الصفحة يتم إجراء القياس باستخدام البلاستيجاج:

الصفحات ذات الصلة: