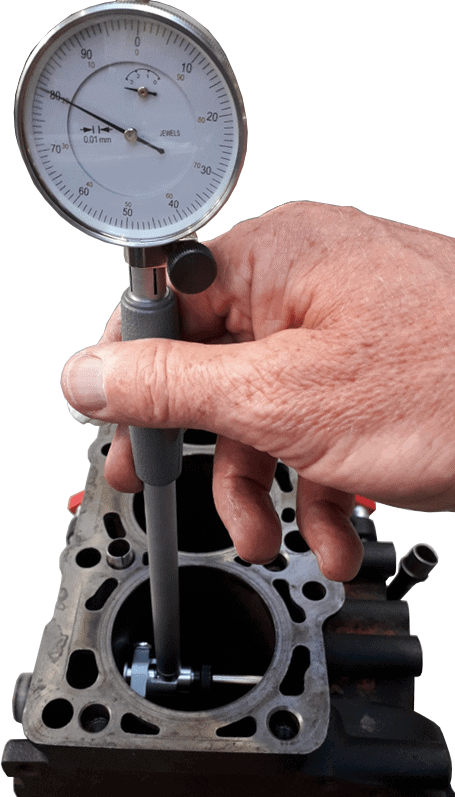
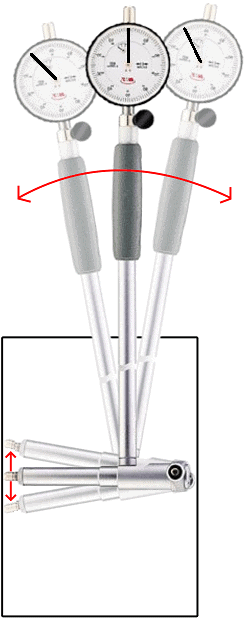
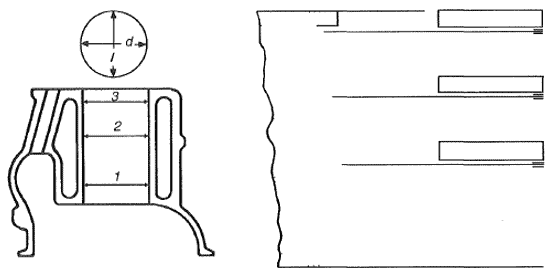
測量活塞和汽缸 科目:測量活塞直徑測量圓柱直徑活塞間隙 測量活塞直徑:使用螺旋規,我們可以確定活塞的直徑。 我們將螺絲尺寸垂直於活塞銷放置; 這是大多數力量發生的地方 導軌力。 當活塞磨損時,此處直徑會減少最多。製造商的技術數據列出了活塞尺寸。 測量筒直徑:氣缸直徑可能會因磨損而改變,部分原因是 導軌力, 變得更大。 透過汽缸測量,我們可以確定是否有磨損以及磨損在多大程度上屬於公差範圍。我們使用連接到內部測量探頭的千分錶進行氣缸測量。 使用圓柱測量儀,我們可以測量圓柱空間內不同位置的直徑差異。 這使我們能夠獲得相關氣缸的磨損圖像。 直徑測量精度可達0,01毫米以內。汽缸流量計由百分錶、底部有塞尺的連桿和可互換桿組成。 根據氣缸直徑(孔徑),必須選擇正確長度的桿。 箱子裡通常有大約十種不同的尺寸。 如果所需的尺寸剛好位於兩個測量規之間,您可以在最小的規上添加墊片以獲得所需的長度。示例:氣缸直徑為 87,00 毫米。 我們選擇長度為 85,00 mm 的桿並安裝 3 mm 的墊片,得到 88,00 mm 的長度。 現在長度比氣缸直徑多 1 毫米:這對於此測量很重要,因為氣缸直徑在磨損時會增加。 我們用千分尺確定桿的長度。 為了開始測量,我們將氣缸規的下部插入氣缸空間。 以下文字是關於圖像中的測量:右側部分有一個輪子 - 長度不可調整;左側是可調節的測量銷,調節時我們在其上安裝了正確長度的桿;為了確定最小直徑,必須來回移動圓柱規。 千分尺中的指針從左向右移動。 此影像顯示了三個位置:左、中、右。 中間位置顯示為深灰色,其他位置顯示為淺色。移至左側位置:測量銷從圓柱表彈出。 指針指示0,1毫米移動;移至正確位置:銷釘再次從量筒彈出,指針也指示0,1毫米。中間的千分錶:此處圓柱體的直徑最小。 因此,測量銷被推入到最大程度。 指針現在指示 0 毫米。如果汽缸壓力表位於中間,則指針不一定必須指示 0 毫米。 如果考慮到零點位於錶盤上的50度(指針與當前情況相比已經旋轉了180度),那麼0,1毫米的偏轉將導致錶盤上50到60之間的移動; 再0,1毫米。上面的步驟需要在很多地方重複。 如果百分錶在所有地方都達到中間0毫米,則沒有磨損。 但是,如果指針移過 0,則空間變大。 指針的行程則變得更大:例如總計 1,1 毫米,而不是 1,0 毫米。 這意味著存在 0,1 毫米的磨損。 下圖顯示了具有三種可能測量高度的圓柱體空間:1、2 和 3。測量必須在縱向和橫向兩個方向上進行。汽缸 (3) 頂部的直徑最大:此處活塞對汽缸壁的作用力最小。 力在穿過圓柱體的一半處最大:該直徑在磨損期間最大。一個技巧是為此類測量繪製草圖並在其上寫下測量值。 如果直徑大於製造商規定的值,則該氣缸將被拒絕。 活塞間隙:活塞和汽缸之間的間隙取決於活塞直徑和汽缸直徑:活塞磨損:直徑變小;汽缸磨損:直徑增大。磨損是由於以下原因造成的: 導軌力 當活塞被燃燒壓力和曲柄連桿機構向下推動時產生。 更多的磨損導致活塞和氣缸之間的距離更大。 結果是活塞有更大的運動自由度並且會「傾斜」。 這會產生滴答聲,導致更高的油耗(潤滑油現在可以輕鬆地通過活塞進入燃燒室),並且只能透過大修來補救。必須始終有一定的活塞間隙,以便:使零件受熱時膨脹;為潤滑油膜留出空間。活塞和氣缸之間的最大間隙在工廠資料中註明。 因此,請務必閱讀製造商指定的值。 一般來說,這適用:平均活塞間隙為每公分活塞直徑 0,01 毫米。 對於渦輪發動機,該寬度稍寬,即每公分直徑 0,015 毫米。 在這種情況下,如果活塞直徑為 80,00 毫米,則汽缸內徑必須為 (80,00 + (8 * 0,01 毫米) = 80,08 毫米。如果活塞間隙太大,您應該檢查工廠規格以了解可能的後續步驟:所有製造商都不允許對氣缸進行鏜孔和珩磨,以及由於氣缸直徑較大而安裝超大活塞。 您還應該檢查過去是否已經進行過此類調整。 一些製造商規定最多可安裝 3 倍的多餘部分;如果不允許安裝過大的活塞,或成本太高,最好更換旋轉部分。 相關頁面:圓柱;機械測量診斷;電機機械部件;活塞;消除活塞力。