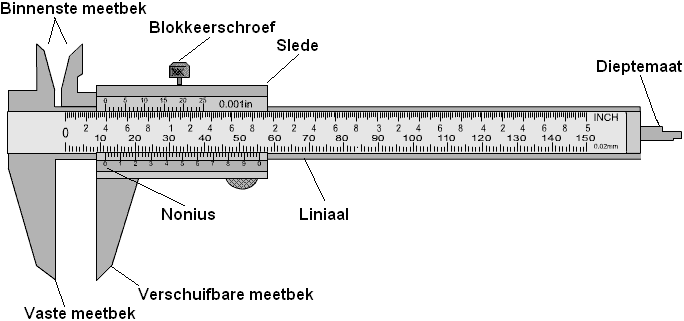
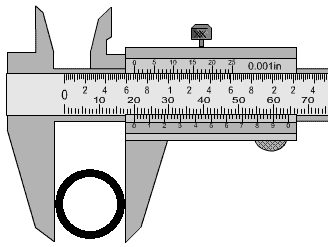
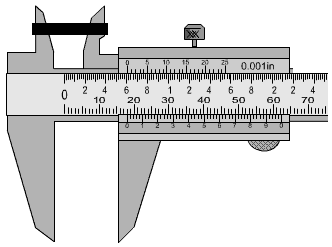
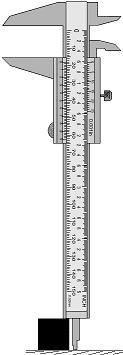
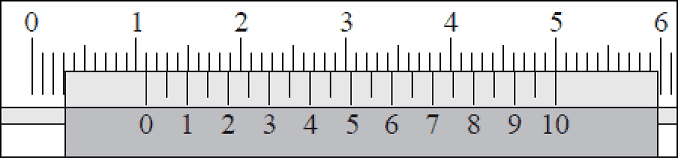
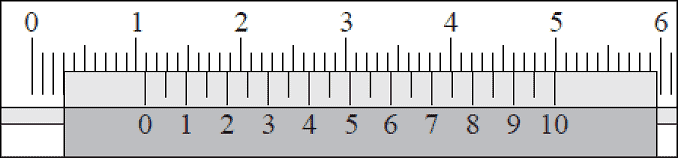
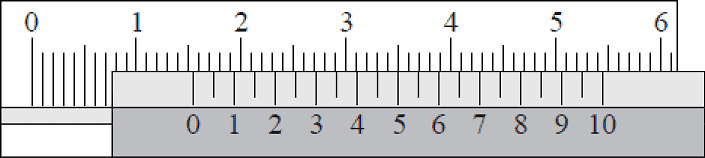
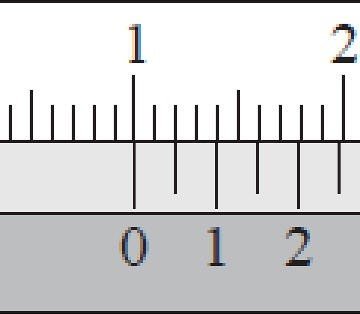
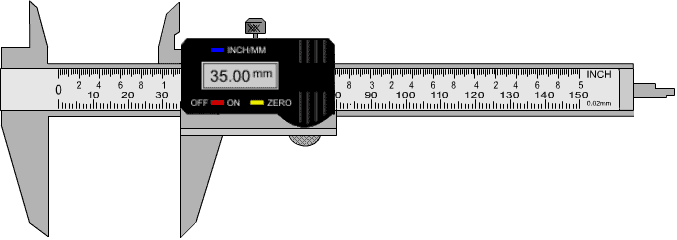
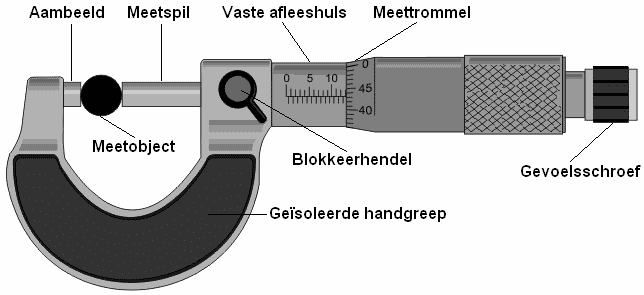
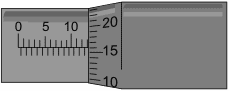
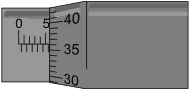
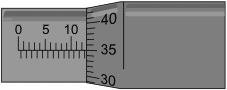
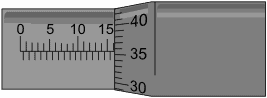
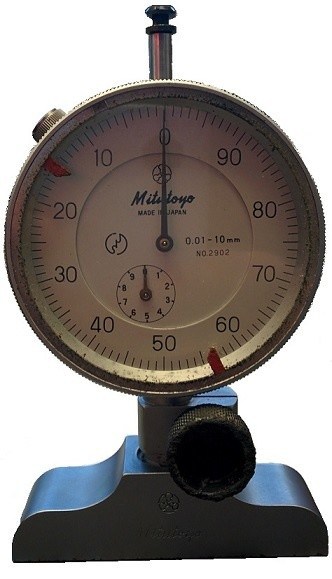
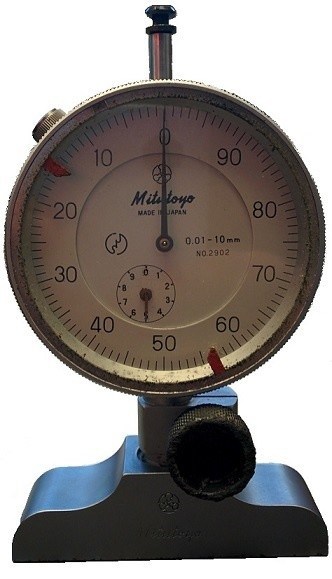
機械測量工具 科目:一般遊標卡尺螺旋量規撥號指示塞尺塑膠規 整體:測量工具經常用於汽車技術,例如在引擎檢查期間。 但測量工具也用於測量煞車來令片或煞車碟盤的厚度。 為了進行測量,了解工具設計的測量精度非常重要。 汽缸直徑可以用卡尺的內測量爪測量,但不夠精確(1/20毫米)。 千分錶的精度要高得多(1/100 毫米)。車間中最常見的測量工具及其精度是:遊標卡尺(0,05毫米,與1/20毫米相同。)螺絲尺寸(0,01 毫米或 1/100 毫米。)千分錶(0,01 毫米。)塞尺(0,05 毫米。)塑膠量規(精度取決於版本)。本頁介紹如何設定、讀取以及(如有必要)校準前面提到的測量工具,並提供了測量範例。 遊標卡尺:卡尺是汽車技術中廣泛使用的測量工具。 使用卡尺,可以精確測量零件的內部、外部和深度尺寸,精確到二十分之一毫米。 使用固定測量爪進行測量:透過將部件夾在固定測量爪中可以讀取尺寸。 標尺現在的讀數為 20 毫米。 這是環的外徑。 使用內測量爪測量:透過將測量爪夾在環的內部可以讀取內徑。 這是18毫米。 這表示環的厚度為 (20-18) = 2mm。 用深度計測量:例如,對於無法從表面移除的物體或有底的圓柱體,可以使用深度計測量高度。 將深度規的末端放在表面上並將卡尺的厚部放在部件上,可以確定其高度。 在這種情況下,黑色塊的高度確定為: 要讀取卡尺的讀數,也必須查看十分之一毫米。 遊標的下一行與直尺的線完全相同的地方表示測量單位為十分之幾毫米(小數點後的數字)。 在影像中,遊標的 0 為 1,1 厘米,即距尺子 11 毫米。 遊標上數字10的線也與直尺上的線相同。 這意味著正好有 11,0 毫米 是 測量。 在下一次測量中,遊標向左移動了一點,我們正在處理小數點後的數字。 我們看遊標的下一行與直尺的線完全一致的地方。 在影像中,遊標的 0 為 1,1 厘米,即 11(整個)毫米。 遊標上數字9的線也與直尺上的線相同。 這意味著精確測量到 10,9 毫米。 影像中的測量遵循相同的原理。 在這種情況下,遊標的 0 位於尺子 15 和 16 毫米之間的中間位置。 那麼原則上你已經知道十進位數應該在 4、5 或 6 左右。 直尺和遊標的線對應於5; 所以現在測量 (15+0,5) = 15,5 毫米。 遊標上的數字之間也有細線。 這些表示百分之五毫米。 遊標上 0 和 1 之間的線與直尺上的線相對應。 圖中,(10 + 0,05) = 10,05 毫米。 閱讀百分之五需要訓練有素的眼睛。 在此動畫中,遊標的讀取以紅色箭頭進行了說明。 卡尺也可以數位化製作,如圖所示。 被測部件的尺寸可以在數位顯示器上讀取。 這通常也可以設定為英吋和毫米。還有帶有類比千分錶的卡尺,數位顯示器如上圖所示。 這個卡尺用的不多,只是看用戶喜歡用什麼。 螺絲尺寸:可以使用螺旋量規(也稱為千分尺或支架千分尺) 沃登 用於測量尺寸最大為 25 毫米的元件,精度為百分之一毫米(0,01 毫米)。 測量鼓旋轉一圈,測量軸移動 0,5 mm。千分尺必須始終握住絕緣手柄,因為手的熱量會影響測量結果。 微米級的局部加熱會導致材料輕微膨脹。 特別是對於結果必須精確到百分之一的測量,遵守規定非常重要。待測部件應放置在砧座和測量軸之間。 透過旋轉測量鼓,測量軸來回移動。 在測量軸接觸部件之前,必須用敏感螺絲擰緊最後的距離。 感覺螺絲包含一個點擊機構,當施加一定的力時會產生「點擊」聲音。 在那一刻,您知道您不能再轉動儀表了。 如果將千分尺旋得太緊,可能會得到不正確的測量結果。 可以用鎖定桿鎖定測量鼓,防止其進一步旋轉。下面是千分尺的圖像,其中滾珠軸承(測量物體)的尺寸 是 測量。 在上圖中,滾珠軸承的厚度為 13,43 毫米。 在頂部刻度上,您會看到 10,旁邊有 3 條線。 每條線為一毫米,因此 10+3=13 毫米。 小數點後的數字是在量筒上讀取的。 這裡是數字 40 和 45。如果您仔細觀察,您會發現刻度線等於 43。加起來就是 13,43 毫米。測量鼓的刻度範圍為 0,0 至 0,49 mm。 這是因為整毫米的刻度(量筒左邊)也含有半毫米; 底線表示半毫米。 下面給出了一些例子。 整個毫米顯示在水平線上。 在本例中為 13 毫米。 量筒上的16mm線等於讀數套筒上的水平線。 此影像中所示的尺寸為 (13 + 0,16) = 13,16 毫米。 影像中可以看到讀數套筒刻度線下方的線。 水平線下方的這條線表示半毫米。 根據刻度,至少為5,5毫米(不考慮量筒)。 量筒上的刻度指示為36。 現在顯示的尺寸總計為 (5,5 + 0,36) = 5,86 毫米。 在此影像中,刻度線底部的線再次最接近測量鼓。 所以按照水平比例至少又是12,5毫米。 然後我們加上量筒的指示值; 該值為 0,35 毫米。 然後我們將 12,5 和 0,35 加在一起。 加起來就是 (12,5 + 0,35) = 12,85 毫米。 在此影像中,指示的尺寸為 (16 + 0,355) = 16,355 毫米。 影像顯示螺絲尺寸值為 75,235 毫米。 量筒上的刻度在23至24毫米之間。 由於口徑為75毫米,螺絲尺寸偏差0,235毫米。 因此,每次測量都會過高。 必須使用合適的調節叉相對於手柄轉動讀數套筒。 調節叉如上圖所示。 在使用千分尺測量之前,必須先對其進行校準。 不正確的校準會導致測量誤差! 使用合適的口徑校準螺絲尺寸。 下圖中的口徑正好是 75,00 毫米。 這意味著當螺旋量規測量口徑時,螺旋量規必須準確地指示這個數字。 如果測量值不正確,我們必須先用撥叉轉動內滾筒來校準螺絲尺寸。 撥號指示:使用千分錶可以進行非常精確的深度測量。 內側的小指針指示整個毫米,大指針指示小數點後的數字。 當千分錶放置在筆直表面上時,其讀數應為 0,00 mm,如下圖所示。 外環可以旋轉以進行校準。 如果放在直面上測得 0,3 毫米,則必須轉動外圈,使大指針指示 0。 圖中千分錶指示5,00mm。 小指針位於 5,大指針位於 0。如果大指針位於 81,小指針位於 5 和 6 之間,則儀表將顯示 5,81 毫米的值。 將測量針底部向上按壓得越深,讀數就會越小。 千分尺的刻度盤讀數為:0.01 – 10 mm。 這表示千分尺可以指示 0.01 至 10 毫米之間的值。 因此,無法進行 12 毫米深度的深度測量,因為測量針太短,指針無法指示這一點。 為了能夠測量大於 10mm 的數值,千分尺配備了各種擴充件。 圖中可以看到這樣的例子。 這裡用千分尺測量延伸量。 這表示值為 10,0mm。 僅測量桶形部分,不測量螺紋。 將此延長桿安裝在千分尺上,測量桿不再太短。 例如,12mm 的值現在仍然可以測量。 現在必須確保將擴展的大小添加到測量值中。 舉個例子:當千分尺指示值為5,19mm時,實際尺寸為測量值+測針長度,所以 5,19 + 10,00 = 15,19mm. 使用以下頁面上的千分錶進行測量:調整差速器軸承預緊力。測量煞車碟盤的跳動。調整柴油燃油幫浦。測量曲軸軸向間隙。調整幫浦噴油嘴。 塞尺:塞尺用於測量兩個零件之間的空間。 塞尺由許多金屬條組成,每條金屬條的厚度不同。 金屬條上註明了厚度。 下圖塞尺的底部條帶讀數為「30」。 這意味著金屬條的厚度為 0,30 毫米。要測量兩個零件之間的空間,應將任何金屬條展開並在零件之間滑動。 如果條帶可以非常容易地甚至沒有阻力地移動通過,則該空間大於條帶的厚度。 因此需要展開更厚的金屬條。 如果條帶不再適合穿過,則條帶太厚。 如果條帶可以在部件之間滑動並具有一定的阻力,則尺寸合適。 下圖測量活塞環的最終間隙。使用塞尺在以下頁面上進行測量:調整汽門間隙檢查活塞環的關閉間隙。 塑膠規:塑膠規可用於檢查滑動軸承之間的間隙。 塑膠規是一種特殊的塑膠線,必須施加到必須測量其間隙的零件上。 然後必須固定軸承蓋,以便將塑膠規則壓平。 塑膠規的變形是間隙的量度。塑膠規有不同的顏色。 每種顏色代表不同的尺寸。綠色:適用於 0,025 至 0,076 毫米的軸承間隙。紅色:0,050 – 0,150 毫米。藍色:0,102 – 0,229 毫米。黃色:0,23 – 0,51 毫米。在此頁面上使用塑膠規進行測量:測量曲軸徑向間隙。 相關頁面:機械測量;發動機機械部件。