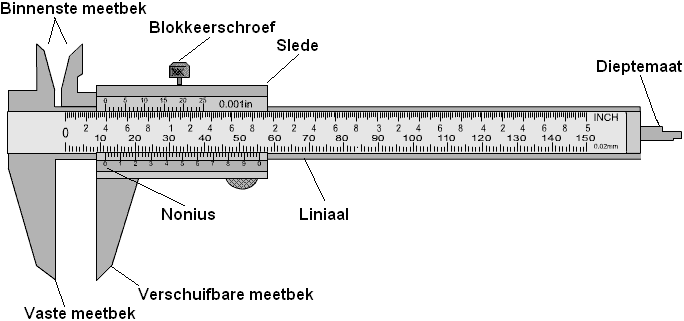
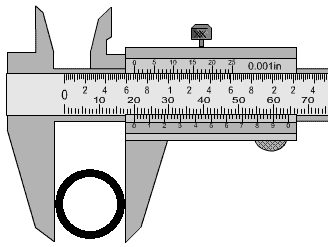
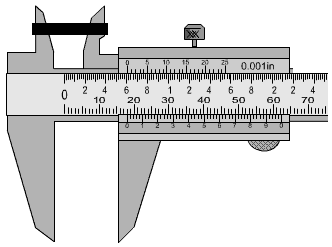
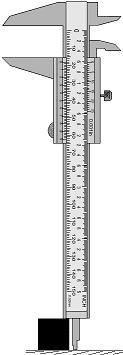
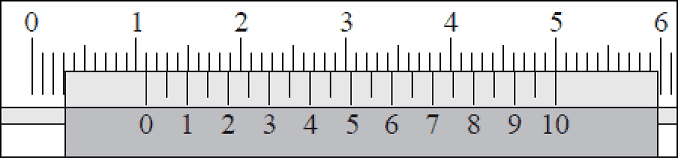
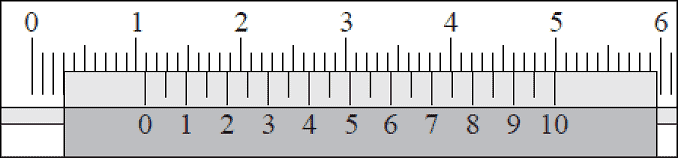
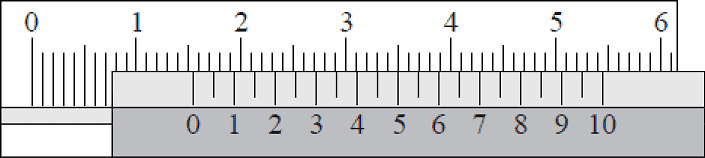
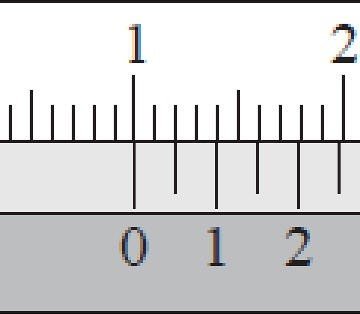
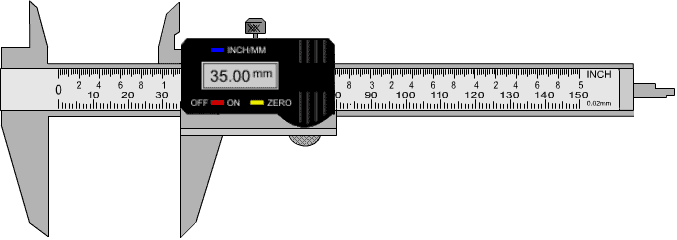
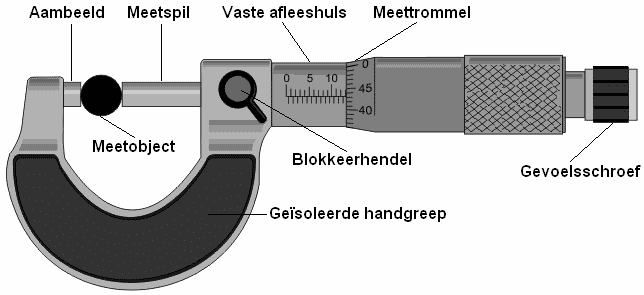
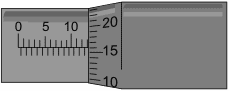
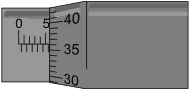
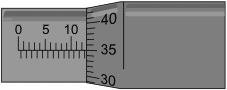
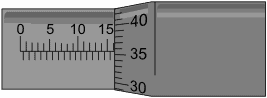
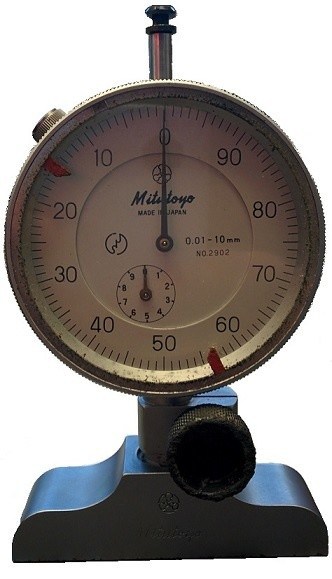
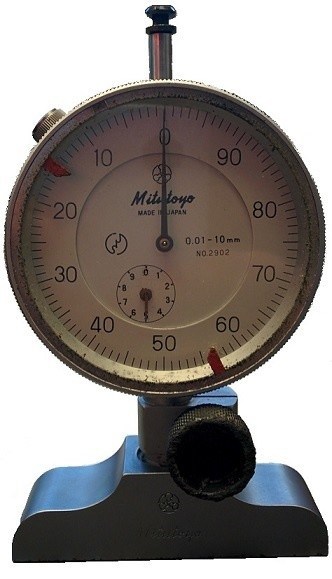
机械测量工具 翁德沃彭:一般游标卡尺螺旋量规拨号指示塞尺塑料规 整体:测量工具经常用于汽车技术,例如在发动机检查期间。 但测量工具也用于测量制动衬片或制动盘的厚度。 为了进行测量,了解工具设计的测量精度非常重要。 气缸直径可以用卡尺的内测量爪测量,但不够精确(1/20毫米)。 千分表的精度要高得多(1/100 毫米)。车间中最常见的测量工具及其精度是:游标卡尺(0,05毫米,与1/20毫米相同。)螺钉尺寸(0,01 毫米或 1/100 毫米。)千分表(0,01 毫米。)塞尺(0,05 毫米。)塑料量规(精度取决于版本)。本页介绍了如何设置、读取以及(如有必要)校准前面提到的测量工具,并提供了测量示例。 游标卡尺:卡尺是汽车技术中广泛使用的测量工具。 使用卡尺,可以精确测量部件的内部、外部和深度尺寸,精确到二十分之一毫米。 使用固定测量爪进行测量:通过将部件夹在固定测量钳口中可以读取尺寸。 标尺现在的读数为 20 毫米。 这是环的外径。 使用内测量爪测量:通过将测量爪夹在环的内部可以读取内径。 这是18毫米。 这意味着环的厚度为 (20-18) = 2mm。 用深度计测量:例如,对于无法从表面移走的物体或有底的圆柱体,可以使用深度计测量高度。 通过将深度规的末端放在表面上并将卡尺的厚部放在部件上,可以确定其高度。 在这种情况下,黑色块的高度确定为: 要读取卡尺的读数,还必须查看十分之一毫米。 游标的下一行与直尺的线完全相同的地方表示测量单位为十分之几毫米(小数点后的数字)。 在图像中,游标的 0 为 1,1 厘米,即距尺子 11 毫米。 游标上数字10的线也与直尺上的线相同。 这意味着正好有 11,0 毫米 正在变得 盖梅滕。 在下一次测量中,游标向左移动了一点,我们正在处理小数点后的数字。 我们看游标的下一行与直尺的线完全一致的地方。 在图像中,游标的 0 为 1,1 厘米,即 11(整个)毫米。 游标上数字9的线也与直尺上的线相同。 这意味着精确测量到 10,9 毫米。 图像中的测量遵循相同的原理。 在这种情况下,游标的 0 位于尺子 15 和 16 毫米之间的中间位置。 那么原则上你已经知道十进制数应该在 4、5 或 6 左右。 直尺和游标的线对应于5; 所以现在测量 (15+0,5) = 15,5 毫米。 游标上的数字之间也有细线。 这些表示百分之五毫米。 游标上 0 和 1 之间的线与直尺上的线相对应。 图中,(10 + 0,05) = 10,05 毫米。 阅读百分之五需要训练有素的眼睛。 在此动画中,游标的读取用红色箭头进行了说明。 卡尺也可以数字化制作,如图所示。 被测部件的尺寸可以在数字显示屏上读取。 这通常也可以设置为英寸和毫米。还有带有模拟千分表的卡尺,数字显示屏如上图所示。 这个卡尺用的不多,只是看用户喜欢用什么。 螺丝尺寸:可以使用螺旋量规(也称为千分尺或支架千分尺) 沃登 用于测量尺寸最大为 25 毫米的元件,精度为百分之一毫米(0,01 毫米)。 测量鼓旋转一圈,测量轴移动 0,5 mm。千分尺必须始终握住绝缘手柄,因为手的热量会影响测量结果。 微米级的局部加热会导致材料轻微膨胀。 特别是对于结果必须精确到百分之一的测量,遵守规定非常重要。待测部件应放置在砧座和测量轴之间。 通过旋转测量鼓,测量轴来回移动。 在测量轴接触部件之前,必须用敏感螺丝拧紧最后的距离。 感觉螺钉包含一个点击机构,当施加一定的力时会产生“点击”声音。 在那一刻,您知道您不能再转动仪表了。 如果将千分尺拧得过紧,可能会得到不正确的测量结果。 可以用锁定杆锁定测量鼓,防止其进一步旋转。下面是千分尺的图像,其中滚珠轴承(测量对象)的尺寸 正在变得 盖梅滕。 在上图中,滚珠轴承的厚度为 13,43 毫米。 在顶部刻度上,您会看到 10,旁边有 3 条线。 每条线为一毫米,因此 10+3=13 毫米。 小数点后的数字是在量筒上读取的。 这里是数字 40 和 45。如果仔细观察,您会发现刻度线等于 43。加起来就是 13,43 毫米。测量鼓的刻度范围为 0,0 至 0,49 mm。 这是因为整毫米的刻度(量筒左边)也含有半毫米; 底线表示半毫米。 下面给出了一些例子。 整个毫米显示在水平线上。 在本例中为 13 毫米。 量筒上的16mm线等于读数套筒上的水平线。 该图像中所示的尺寸为 (13 + 0,16) = 13,16 毫米。 图像中可以看到读数套筒刻度线下方的线。 水平线下方的这条线表示半毫米。 根据刻度,至少为5,5毫米(不考虑量筒)。 量筒上的刻度指示为36。 现在显示的尺寸总计为 (5,5 + 0,36) = 5,86 毫米。 在此图像中,刻度线底部的线再次最接近测量鼓。 所以按照水平比例至少又是12,5毫米。 然后我们加上量筒的指示值; 该值为 0,35 毫米。 然后我们将 12,5 和 0,35 加在一起。 加起来就是 (12,5 + 0,35) = 12,85 毫米。 在此图像中,指示的尺寸为 (16 + 0,355) = 16,355 毫米。 图像显示螺钉尺寸值为 75,235 毫米。 量筒上的刻度在23至24毫米之间。 由于口径为75毫米,螺丝尺寸偏差0,235毫米。 因此,每次测量都会过高。 必须使用合适的调节叉相对于手柄转动读数套筒。 调节叉如上图所示。 在使用千分尺测量之前,必须首先对其进行校准。 不正确的校准会导致测量误差! 使用合适的口径校准螺钉尺寸。 下图中的口径正好是 75,00 毫米。 这意味着当螺旋量规测量口径时,螺旋量规必须准确地指示这个数字。 如果测量值不正确,我们必须首先用拨叉转动内滚筒来校准螺丝尺寸。 拨号指示:使用千分表可以进行非常精确的深度测量。 内侧的小指针指示整个毫米,大指针指示小数点后的数字。 当千分表放置在笔直表面上时,其读数应为 0,00 mm,如下图所示。 外环可以旋转以进行校准。 如果放在直面上测得 0,3 毫米,则必须转动外圈,使大指针指示 0。 图中千分表指示5,00mm。 小指针位于 5,大指针位于 0。如果大指针位于 81,小指针位于 5 和 6 之间,则仪表将显示 5,81 毫米的值。 将测量针底部向上按压得越深,读数就会越小。 千分尺的刻度盘读数为:0.01 – 10 mm。 这意味着千分尺可以指示 0.01 至 10 毫米之间的值。 因此,不可能执行深度为 12 毫米的深度测量,因为测量针太短,指针无法指示这一点。 为了能够测量大于 10mm 的数值,千分尺配备了各种扩展件。 图中可以看到这样的一个例子。 这里用千分尺测量延伸量。 这表示值为 10,0mm。 仅测量桶形部分,不测量螺纹。 通过将该延长杆安装在千分尺上,测量杆不再太短。 例如,12mm 的值现在仍然可以测量。 现在必须确保将扩展的大小添加到测量值中。 举个例子:当千分尺指示值为5,19mm时,实际尺寸为测量值+测针长度,所以 5,19 + 10,00 = 15,19mm. 使用以下页面上的千分表进行测量:调整差速器轴承预紧力。测量制动盘的跳动。调整柴油燃油泵。测量曲轴轴向间隙。调整泵喷油器。 塞尺:塞尺用于测量两个零件之间的空间。 塞尺由许多金属条组成,每条金属条的厚度不同。 金属条上注明了厚度。 下图中塞尺的底部条带读数为“30”。 这意味着金属条的厚度为 0,30 毫米。要测量两个零件之间的空间,应将任何金属条展开并在零件之间滑动。 如果条带可以非常容易地甚至没有阻力地移动通过,则该空间大于条带的厚度。 因此需要展开更厚的金属条。 如果条带不再适合穿过,则条带太厚。 如果条带可以在部件之间滑动并具有一定的阻力,则尺寸合适。 下图测量活塞环的最终间隙。使用塞尺在以下页面上进行测量:调整气门间隙检查活塞环的关闭间隙。 塑料规:塑料规可用于检查滑动轴承之间的间隙。 塑料规是一种特殊的塑料线,必须施加到必须测量其间隙的零件上。 然后必须固定轴承盖,以便将塑料规压平。 塑料规的变形是间隙的量度。塑料规有不同的颜色。 每种颜色代表不同的尺寸。绿色:适用于 0,025 至 0,076 毫米的轴承间隙。红色:0,050 – 0,150 毫米。蓝色:0,102 – 0,229 毫米。黄色:0,23 – 0,51 毫米。在此页面上使用塑料规进行测量:测量曲轴径向间隙。 相关页面:机械测量;发动机机械部件。