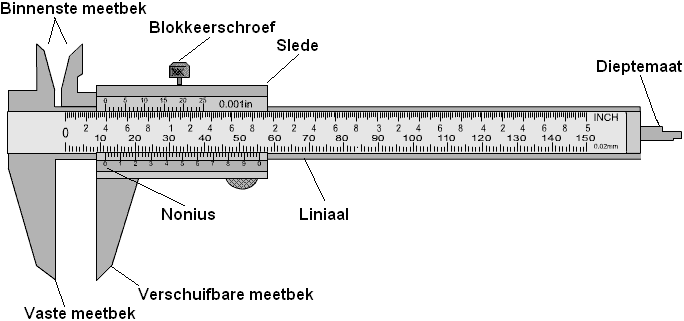
Загальне: Вимірювальні інструменти часто використовуються в автомобільній техніці, наприклад під час перевірки двигуна. Але вимірювальні інструменти також використовуються для вимірювання товщини гальмівних накладок або гальмівного диска. Щоб виконати вимірювання, важливо знати точність вимірювання, з якою був розроблений інструмент. Діаметр циліндра можна виміряти за допомогою внутрішніх вимірювальних губок штангенциркуля, але це недостатньо точно (1/20 мм). Циферблатний індикатор набагато точніший (1/100 мм).
Найпоширеніші вимірювальні інструменти в майстерні та їх точність:
Штангенциркуль (0,05 мм, що дорівнює 1/20 мм.)
Розмір гвинта (0,01 мм, або 1/100 мм.)
Циферблатний індикатор (0,01 мм.)
Щуп (0,05 мм.)
Plastigage (точність в залежності від версії).
На цій сторінці пояснюється, як налаштувати, читати та, якщо необхідно, калібрувати вищезгадані вимірювальні інструменти, а також наводяться приклади вимірювань.
Штангенциркуль: Штангенциркуль є широко використовуваним вимірювальним інструментом в автомобільній техніці. За допомогою штангенциркуля можна виміряти внутрішні, зовнішні та глибинні розміри компонента з точністю до двадцятого міліметра.
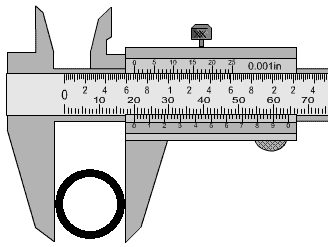
Вимірювання за допомогою фіксованої вимірювальної губки: Розмір можна прочитати, затиснувши компонент у фіксованій вимірювальній губці. Тепер лінійка показує 20 мм. Це зовнішній діаметр кільця.
Вимірювання за допомогою внутрішньої вимірювальної губки: Внутрішній діаметр можна зчитати, затиснувши вимірювальну губку всередині кільця. Це 18 мм. Це означає, що товщина кільця (20-18) = 2 мм.
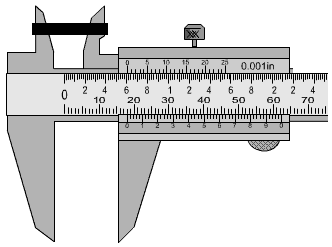
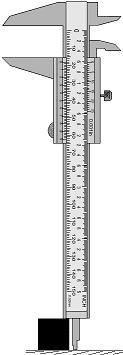
Вимірювання глибиноміром: Наприклад, для предметів, які не можна зняти з поверхні, або циліндрів з дном висоту можна виміряти за допомогою глибиноміра. Розташувавши кінець глибиноміра на поверхні, а товсту частину штангенциркуля – на компонент, можна визначити його висоту. У цьому випадку висота чорного блоку визначається:
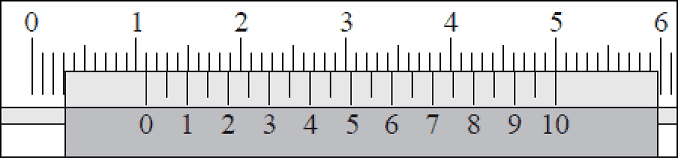
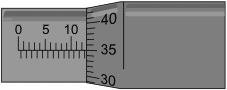
Щоб прочитати штангенциркуль, потрібно також дивитися на десяті частки міліметра. Місце, де наступна лінія ноніуса точно збігається з лінією лінійки, вказує на вимірювання в десятих частках міліметра (число після коми). На зображенні 0 ноніуса становить 1,1 см, тобто 11 мм від лінійки. Лінія цифри 10 на ноніусі також збігається з лінією на лінійці. Це означає, що рівно 11,0 мм є вимірюваний.
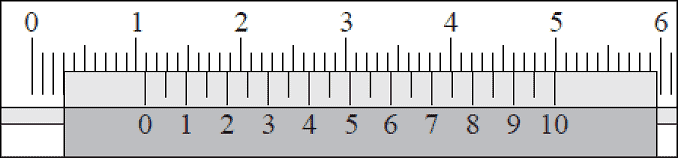
Під час наступного вимірювання ноніус трохи змістився вліво і ми маємо справу з числом після коми. Дивимося на те місце, де наступна лінія ноніуса точно збігається з лінією лінійки. На зображенні 0 ноніуса дорівнює 1,1 см, тобто 11 (цілих) міліметрів. Лінія цифри 9 на ноніусі також збігається з лінією на лінійці. Це означає, що виміряно рівно 10,9 мм.
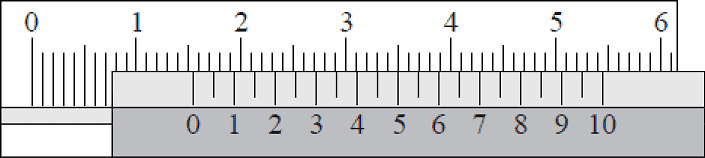
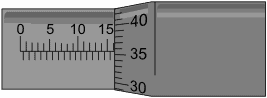
Вимірювання на зображенні відбувається за тим самим принципом. У цьому випадку 0 ноніуса знаходиться посередині між 15 і 16 мм лінійки. Тоді ви в принципі вже знаєте, що десяткове число має бути приблизно 4, 5 або 6. Лінії лінійки і ноніуса відповідають 5; тож тепер виміряно (15+0,5) = 15,5 мм.
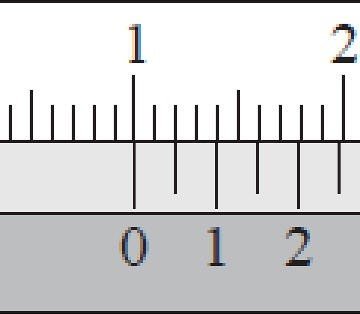
Між цифрами на ноніусі також є невеликі риски. Вони позначають п’ятисоті міліметра. Лінія між 0 і 1 на ноніусі відповідає лінії на лінійці. На малюнку (10 + 0,05) = 10,05 мм. Читання п'ятисотого вимагає натренованого ока.
У цій анімації читання ноніуса уточнюється червоними стрілками.
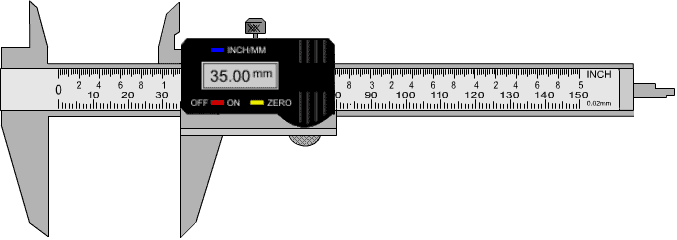
Штангенциркуль також можна зробити цифровим способом, як показано на зображенні. Розміри вимірюваного компонента можна прочитати на цифровому дисплеї. Часто також можна встановити як дюйми, так і міліметри.
Є також штангенциркулі з аналоговим циферблатом, де цифровий дисплей на зображенні вище. Цей штангенциркуль використовується нечасто, але це залежить від того, що користувач віддає перевагу використовувати.
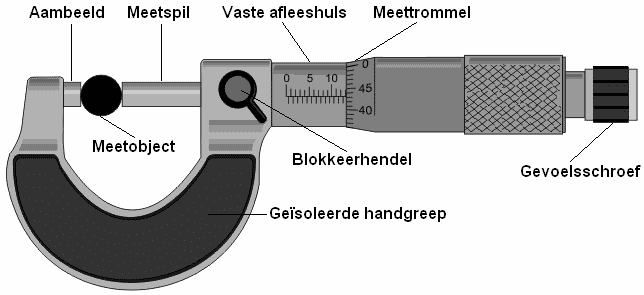
Розмір гвинта: Можна використовувати гвинтовий калібр (також званий мікрометром або кронштейном). Уорденвикористовується для вимірювання компонентів розміром до 25 мм з точністю до однієї сотої міліметра (0,01 мм). За один оберт вимірювального барабана мірний шпиндель переміщується на 0,5 мм.
Мікрометр необхідно завжди тримати за ізольовану ручку, тому що тепло від рук впливає на результат вимірювання. Місцеве нагрівання в мікрометрі може призвести до незначного розширення матеріалу. Особливо для вимірювань, де результат має вимірюватися з точністю до сотих, важливо дотримуватися правил. Вимірюваний компонент слід розмістити між ковадлом і вимірювальним шпинделем. Обертаючи вимірювальний барабан, мірний шпиндель рухається вперед і назад. Перш ніж вимірювальний шпиндель торкнеться компонента, останню відстань необхідно затягнути гвинтом чутливості. Сенсорний гвинт містить клацаючий механізм, який створює звук «клацання» при застосуванні певної сили. У цей момент ви знаєте, що вам більше не дозволено повертати лічильник. Якщо занадто сильно затягнути мікрометр, можна отримати неправильні результати вимірювань. Мірний барабан можна заблокувати від подальшого обертання за допомогою фіксуючого важеля.
Нижче наведено зображення мікрометра, де розмір кулькового підшипника (об’єкта вимірювання) є вимірюваний.
На зображенні вище кульковий підшипник має товщину 13,43 мм. На верхній шкалі ви бачите 10 із 3 лініями поруч. Кожна лінія дорівнює одному міліметру, тому 10+3=13 мм. Число після коми зчитується на вимірювальному барабані. Ось цифри 40 і 45. Якщо придивитися, то побачите, що лінія шкали дорівнює 43. Разом це становить 13,43 мм.
Мірний барабан має шкалу від 0,0 до 0,49 мм. Це пояснюється тим, що шкала з цілими міліметрами (ліворуч від вимірювального барабана) також містить півміліметра; нижні лінії позначають півміліметра. Нижче наведено ряд прикладів.
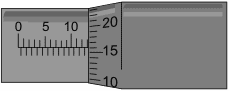
Цілі міліметри відображаються на горизонтальній лінії. В даному випадку це 13 мм. Лінія 16 мм на вимірювальному барабані дорівнює горизонтальній лінії на гільзі для зчитування. Розмір, вказаний на цьому зображенні, становить (13 + 0,16) = 13,16 мм.
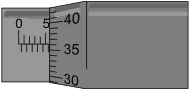
На зображенні видно лінію під лінією шкали гільзи для читання. Ця лінія під горизонтальною лінією вказує на півміліметра. За шкалою — не менше 5,5 міліметрів (без урахування мірного барабана). Шкала на вимірювальному барабані показує 36. Розмір, який зараз зазначено, становить (5,5 + 0,36) = 5,86 мм.
На цьому зображенні лінія в нижній частині шкали знову розташована найближче до вимірювального барабана. Отже, відповідно до горизонтальної шкали це принаймні 12,5 мм. Потім додаємо вказане значення вимірювального барабана; це значення становить 0,35 мм. Потім ми додаємо 12,5 і 0,35 разом. Разом це (12,5 + 0,35) = 12,85 мм.
На цьому зображенні вказано розмір (16 + 0,355) = 16,355 мм.
На зображенні показаний розмір гвинта 75,235 мм. Шкала на вимірювальному барабані становить від 23 до 24 мм. Оскільки калібр становить 75 мм, розмір гвинта відхиляється на 0,235 мм. Таким чином, кожне вимірювання буде занадто високим. Гільзу для зчитування необхідно повернути відносно ручки за допомогою відповідної регулювальної вилки. Регулювальну вилку можна побачити на зображенні вище.
Перед вимірюванням мікрометром його необхідно відкалібрувати. Неправильне калібрування призводить до похибок вимірювань! Розмір гвинта відкалібровано за допомогою відповідного калібру. Калібр на зображенні нижче становить точно 75,00 мм. Це означає, що коли гвинтовий калібр вимірює калібр, гвинтовий калібр повинен точно показувати це число. Якщо виміряне значення неправильне, ми повинні спочатку відкалібрувати розмір гвинта, обертаючи внутрішній барабан виделкою.
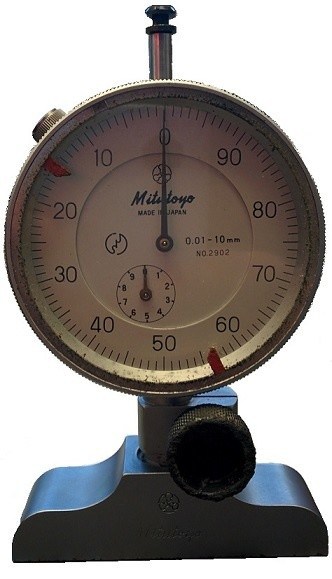
Циферблатний індикатор: За допомогою циферблатного індикатора можна виконати дуже точне вимірювання глибини. Маленька стрілка всередині вказує цілі міліметри, а велика стрілка вказує число після коми. Коли циферблатний індикатор розміщений на прямій поверхні, він повинен показувати 0,00 мм, як показано на малюнку нижче. Зовнішнє кільце можна повертати для калібрування. Якщо вимірюється 0,3 мм, коли він розміщений на прямій поверхні, зовнішнє кільце має бути повернуто так, щоб велика стрілка вказувала на 0.
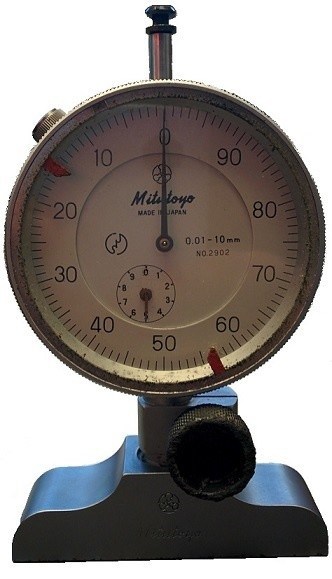
Індикатор циферблата на зображенні вказує на 5,00 мм. Мала стрілка знаходиться на 5, а велика – на 0. Якби велика стрілка була на 81, а мала – між 5 і 6, лічильник показував би значення 5,81 мм. Чим далі буде натиснуто вимірювальний штифт внизу, тим меншим буде зчитане значення.
Циферблат мікрометра показує: 0.01 – 10 мм. Це означає, що мікрометр може показувати значення від 0.01 до 10 мм. Тому неможливо виконати вимірювання глибини, якщо глибина становить 12 мм, оскільки мірний штифт занадто короткий для цього, і руки не можуть це вказати. Щоб мати можливість вимірювати значення більше 10 мм, різні подовжувачі постачаються з мікрометром. Приклад цього можна побачити на зображенні. Розширення тут вимірюється мікрометром. Це вказує на значення 10,0 мм.
Вимірюється лише бочкоподібна частина, а не різьба гвинта. Завдяки встановленню цього розширення на мікрометрі вимірювальний стрижень більше не буде занадто коротким. Значення, наприклад, 12 мм, тепер все ще можна виміряти. Тепер необхідно переконатися, що розмір розширення додається до виміряного значення. Ось приклад: коли мікрометр показує значення 5,19 мм, фактичний розмір дорівнює виміряному значенню + довжині вимірювального штифта, отже 5,19 + 10,00 = 15,19mm.
Вимірювання проводяться за допомогою циферблатного індикатора на цих сторінках:
Щуп: Толщиномір використовується для вимірювання простору між двома частинами. Толщиномір складається з кількох металевих смуг, кожна з яких має різну товщину. Товщина вказана на металевій смузі. На нижній смужці щупа на зображенні нижче написано «30». Це означає, що металева стрічка має товщину 0,30 мм.
Щоб виміряти простір між двома частинами, потрібно розгорнути будь-яку металеву смужку та просунути її між частинами. Якщо смужку можна перемістити дуже легко або навіть без опору, то простір більший за товщину смужки. Тому потрібно розгорнути більш товсту металеву стрічку. Якщо смужка більше не проходить, значить, смужка занадто товста. Якщо смужку можна ковзати між частинами з певним опором, то це правильний розмір.
На наступному малюнку вимірюється кінцевий зазор поршневого кільця.
Вимірювання виконуються за допомогою щупів на цих сторінках:
Plastigage: Plastigage можна використовувати для перевірки зазору між підшипниками ковзання. Plastigage - це спеціальна пластикова дріт, яку необхідно нанести на деталь, між якою необхідно виміряти зазор. Потім необхідно закріпити кришку підшипника, щоб пластигаж був притиснутий рівно. Деформація пластигажу є мірою зазору.
Є різні кольори пластигажу. Кожен колір представляє різний розмір.
Зелений: для зазору підшипника від 0,025 до 0,076 мм.
Червоний: 0,050 – 0,150 мм.
Синій: 0,102 – 0,229 мм.
Жовтий: 0,23 – 0,51 мм.
На цій сторінці проводиться вимірювання пластигажем: