General: Instrumentele de măsurare sunt adesea folosite în tehnologia auto, de exemplu în timpul inspecției motorului. Dar instrumentele de măsurare sunt folosite și pentru a măsura grosimea garniturilor de frână sau a discului de frână. Pentru a efectua o măsurătoare, este important să cunoașteți precizia de măsurare cu care a fost proiectată unealta. Diametrul cilindrului poate fi măsurat cu fălcile de măsurare interioare ale unui șubler, dar nu este suficient de precis (1/20 mm). Un cadran indicator este mult mai precis (1/100 mm).
Cele mai comune instrumente de măsurare din atelier și precizia lor sunt:
Etrier Vernier (0,05 mm, care este același cu 1/20 mm.)
Dimensiunea șurubului (0,01 mm sau 1/100 mm.)
Indicator cadran (0,01 mm.)
Ecartament de palpație (0,05 mm.)
Plastigage (acuratețe în funcție de versiune).
Această pagină explică modul de setare, citire și, dacă este necesar, calibrare a instrumentelor de măsurare menționate anterior și oferă exemple de măsurători.
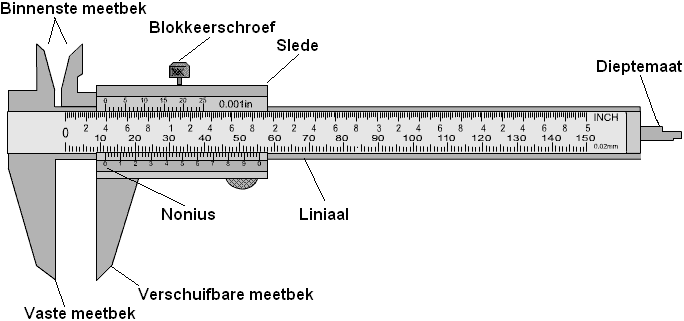
Vernierului etrier: Etrierul este un instrument de măsurare utilizat pe scară largă în tehnologia auto. Cu șublerul, dimensiunile interioare, exterioare și adâncime ale unei componente pot fi măsurate cu precizie până la al douăzecilea milimetru.
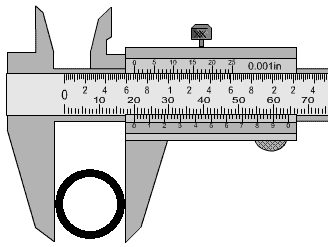
Măsurarea cu falca de măsurare fixă: Dimensiunea poate fi citită prin prinderea componentei în falca fixă de măsurare. Rigla arată acum 20 mm. Acesta este diametrul exterior al inelului.
Măsurarea cu falca interioară de măsurare: Diametrul interior poate fi citit prin prinderea falcii de măsurare în interiorul inelului. Aceasta este de 18 mm. Aceasta înseamnă că inelul are (20-18) = 2 mm grosime.
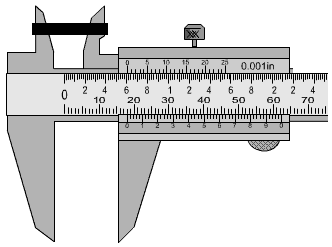
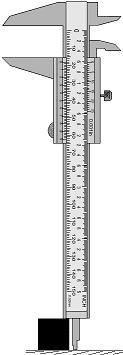
Măsurarea cu indicatorul de adâncime: De exemplu, pentru obiectele care nu pot fi îndepărtate de pe suprafață sau cilindrii cu fund, înălțimea poate fi măsurată cu ajutorul manometrului de adâncime. Prin plasarea capătului indicatorului de adâncime pe suprafață și a părții groase a etrierului pe componentă, se poate determina înălțimea acestuia. În acest caz, înălțimea blocului negru este determinată:
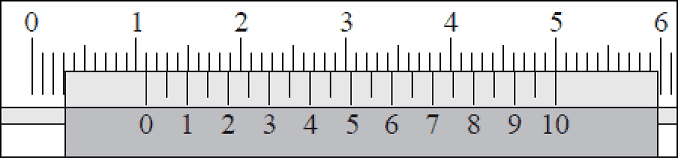
Pentru a citi etrierul, trebuie să vă uitați și la zecimi de milimetru. Locul în care următoarea linie a vernierului este exact aceeași cu linia riglei indică măsurarea în zecimi de milimetri (numărul după virgulă). În imagine 0 al vernierului este de 1,1 cm, deci 11 mm de riglă. Linia numărului 10 de pe vernier este, de asemenea, aceeași cu linia de pe riglă. Aceasta înseamnă că există exact 11,0 mm este măsurat.
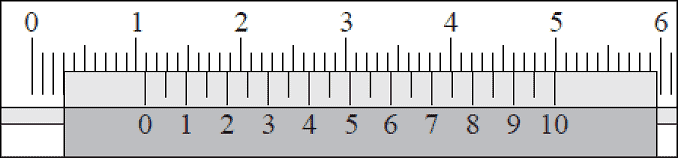
La următoarea măsurătoare, vernierul s-a deplasat ușor spre stânga și avem de-a face cu un număr după virgulă. Ne uităm la locul în care următoarea linie a vernierului este exact aceeași cu linia riglei. În imagine, 0 al vernierului este de 1,1 cm, deci 11 (întregi) milimetri. Linia numărului 9 de pe vernier este, de asemenea, aceeași cu linia de pe riglă. Aceasta înseamnă că se măsoară exact 10,9 mm.
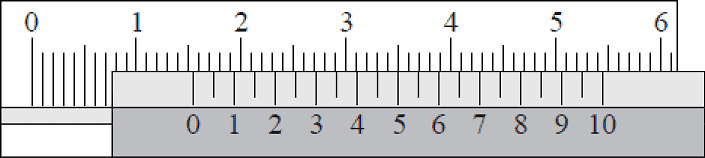
Măsurarea din imagine urmează același principiu. În acest caz, 0 al vernierului este la jumătatea distanței dintre 15 și 16 mm ale riglei. Atunci știi deja în principiu că numărul zecimal ar trebui să fie în jur de 4, 5 sau 6. Liniile riglei și vernierului corespund la 5; deci acum se măsoară (15+0,5) = 15,5 mm.
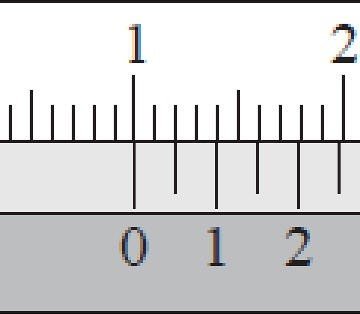
Există, de asemenea, mici linii între numerele de pe vernier. Acestea indică cinci sutimi de milimetru. Linia dintre 0 și 1 de pe vernier corespunde liniei de pe riglă. În figură, (10 + 0,05) = 10,05 mm. Citirea a cinci sutime necesită un ochi antrenat.
În această animație, citirea vernierului este clarificată cu săgeți roșii.
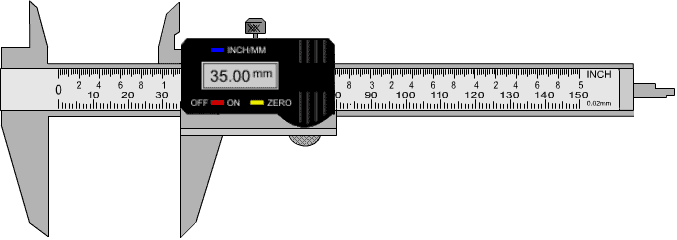
Un șubler poate fi realizat și digital, așa cum se arată în imagine. Dimensiunile componentei măsurate pot fi citite pe afișajul digital. Acesta poate fi adesea setat atât la inci, cât și la milimetri.
Există, de asemenea, șublere cu un indicator analogic cu cadran, unde afișajul digital este în imaginea de mai sus. Acest etrier nu este folosit prea mult, dar depinde doar de ceea ce preferă utilizatorul să folosească.
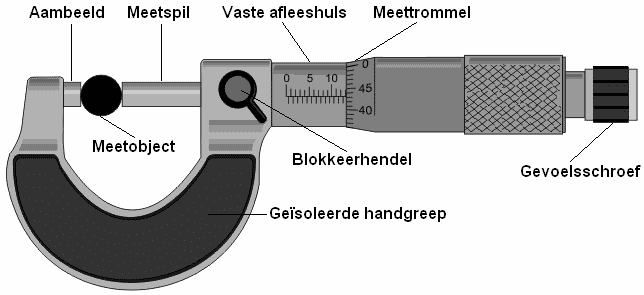
Dimensiunea șurubului: Calibrul cu șurub (numit și micrometru sau micrometru suport) poate fi utilizat Wordenfolosit pentru a măsura componente de până la 25 mm cu o precizie de o sutime de milimetru (0,01 mm). Cu o rotație a tamburului de măsurare, axul de măsurare se mișcă cu 0,5 mm.
Micrometrul trebuie să fie întotdeauna ținut de mânerul izolat, deoarece căldura de la mâini afectează rezultatul măsurării. Încălzirea locală în micrometru poate duce la dilatarea ușoară a materialului. În special pentru o măsurătoare în care rezultatul trebuie măsurat cu cea mai apropiată sutime, este important să respectați reglementările. Componenta de măsurat trebuie plasată între nicovală și axul de măsurare. Prin rotirea tamburului de măsurare, axul de măsurare se mișcă înainte și înapoi. Înainte ca axul de măsurare să atingă componenta, ultima distanță trebuie strânsă cu șurubul de sensibilitate. Șurubul senzorial conține un mecanism de clic care produce un sunet de „clic” atunci când este aplicată o anumită forță. În acel moment știi că nu ai voie să mai rotești contorul. Dacă strângeți prea mult micrometrul, puteți obține rezultate incorecte ale măsurătorilor. Tamburul de măsurare poate fi blocat împotriva rotirii ulterioare cu pârghia de blocare.
Mai jos este o imagine a unui micrometru în care dimensiunea unui rulment cu bile (obiectul de măsurat) este măsurat.
În imaginea de mai sus, rulmentul cu bile are o grosime de 13,43 mm. Pe scara de sus vedeți 10, cu 3 linii lângă el. Fiecare linie este de un milimetru, deci 10+3=13 mm. Numărul de după virgulă zecimală este citit pe tamburul de măsurare. Iată numerele 40 și 45. Dacă te uiți cu atenție, vei vedea că linia scării este egală cu 43. Împreună, aceasta face 13,43 mm.
Tamburul de măsurare are o scară de la 0,0 la 0,49 mm. Aceasta deoarece cântarul cu milimetri întregi (stânga tamburului de măsurare) conține și jumătate de milimetri; liniile de jos indică jumătate de milimetri. Mai jos sunt date o serie de exemple.
Toți milimetrii sunt afișați pe linia orizontală. În acest caz, este de 13 mm. Linia de 16 mm de pe tamburul de măsurare este egală cu linia orizontală de pe manșonul de citire. Dimensiunea indicată în această imagine este (13 + 0,16) = 13,16 mm.
Linia de sub linia scării manșonului de citire este vizibilă în imagine. Această linie de sub linia orizontală indică faptul că are o jumătate de milimetru. Conform scalei, este de cel puțin 5,5 milimetri (fără a lua în considerare tamburul de măsurare). Scara de pe tamburul de măsurare indică 36. Dimensiunea indicată acum este un total de (5,5 + 0,36) = 5,86 mm.
În această imagine, linia din partea de jos a liniei scalei este din nou cea mai apropiată de tamburul de măsurare. Deci este de cel puțin 12,5 mm din nou în funcție de scara orizontală. Adăugăm apoi valoarea indicată a tamburului de măsurare; această valoare este de 0,35 mm. Apoi adăugăm 12,5 și 0,35 împreună. Împreună, aceasta este (12,5 + 0,35) = 12,85 mm.
În această imagine dimensiunea indicată este (16 + 0,355) = 16,355 mm.
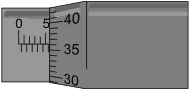
Imaginea arată dimensiunea șurubului o valoare de 75,235 mm. Scara de pe tamburul de măsurare este între 23 și 24 mm. Deoarece calibrul este de 75 mm, dimensiunea șurubului se abate cu 0,235 mm. Prin urmare, fiecare măsurătoare care va fi luată va fi prea mare. Manșonul de citire trebuie răsucit față de mâner folosind o furcă de reglare adecvată. Furca de reglare poate fi văzută în imaginea de mai sus.
Înainte de a măsura cu micrometrul, acesta trebuie mai întâi calibrat. Calibrarea incorectă duce la erori de măsurare! Dimensiunea șurubului este calibrată folosind un calibru adecvat. Calibrul din imaginea de mai jos este exact 75,00 mm. Aceasta înseamnă că atunci când calibrul cu șurub măsoară calibrul, calibrul șurubului trebuie să indice exact acest număr. Dacă valoarea măsurată este incorectă, trebuie mai întâi să calibrăm dimensiunea șurubului rotind tamburul interior cu furca.
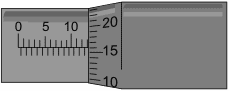
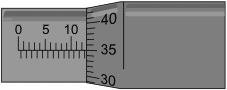
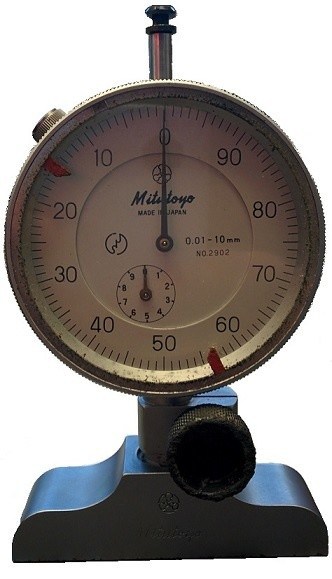
Indicator de apel: O măsurătoare foarte precisă a adâncimii poate fi efectuată cu indicatorul cadran. Mâna mică din interior indică milimetri întregi, iar mâna mare indică numărul după virgulă. Când indicatorul cadran este plasat pe o suprafață dreaptă, acesta ar trebui să indice 0,00 mm, așa cum se arată în figura de mai jos. Inelul exterior poate fi rotit pentru a permite calibrarea. Dacă se măsoară 0,3 mm când este așezat pe o suprafață dreaptă, inelul exterior trebuie rotit astfel încât mâna mare să indice 0.
Indicatorul cadran din imagine indică 5,00 mm. Mâna mică este la 5 și mâna mare este la 0. Dacă mâna mare ar fi la 81 și mâna mică este între 5 și 6, metrul ar indica o valoare de 5,81 mm. Cu cât știftul de măsurare este apăsat în sus în partea de jos, cu atât valoarea citită va deveni mai mică.
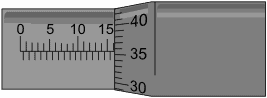
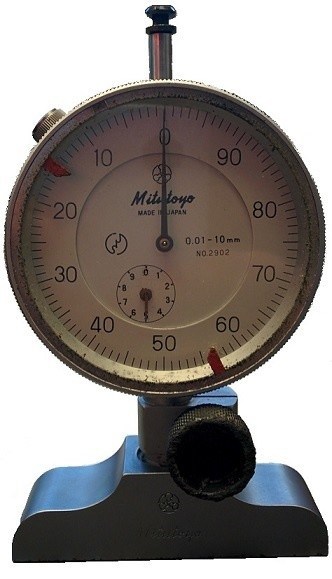
Cadranul din micrometru arată: 0.01 – 10 mm. Aceasta înseamnă că micrometrul poate indica o valoare între 0.01 și 10 mm. Prin urmare, nu este posibil să se efectueze o măsurătoare de adâncime atunci când adâncimea este de 12 mm, deoarece știftul de măsurare este prea scurt pentru asta și mâinile nu pot indica acest lucru. Pentru a putea măsura valori mai mari de 10 mm, cu micrometrul sunt furnizate diverse extensii. Un exemplu în acest sens poate fi văzut în imagine. Extensia este măsurată aici cu un micrometru. Aceasta indică o valoare de 10,0 mm.
Se măsoară doar partea în formă de butoi, nu filetul șurubului. Prin montarea acestei extensii pe micrometru, tija de măsurare nu mai este prea scurtă. Valoarea, de exemplu, a 12 mm poate fi acum măsurată. Acum trebuie să se asigure că mărimea extensiei este adăugată la valoarea măsurată. Iată un exemplu: când micrometrul indică o valoare de 5,19 mm, dimensiunea reală este valoarea măsurată + lungimea știftului de măsurare, deci 5,19 + 10,00 = 15,19mm.
Măsurătorile se fac cu cadranul de pe aceste pagini:
Aparat de măsurare: Ecartamentul este folosit pentru a măsura spațiul dintre două părți. Ecartamentul este format dintr-un număr de benzi metalice, fiecare având o grosime diferită. Grosimea este indicată pe banda de metal. Banda de jos a ecartamentului din imaginea de mai jos scrie „30”. Aceasta înseamnă că banda de metal are o grosime de 0,30 mm.
Pentru a măsura spațiul dintre două părți, orice bandă de metal trebuie desfășurată și alunecată între părți. Dacă banda poate fi deplasată foarte ușor sau chiar fără rezistență, atunci spațiul este mai mare decât grosimea benzii. Deci o bandă de metal mai groasă trebuie desfășurată. Dacă banda nu mai trece, atunci banda este prea groasă. Dacă banda poate fi glisată între părți cu o oarecare rezistență, atunci aceasta este dimensiunea potrivită.
Următoarea figură măsoară jocul final al unui segment de piston.
Măsurătorile se fac cu calibrele de palpație pe aceste pagini:
Plastigage: Plastigage poate fi folosit pentru a verifica jocul dintre lagărele de alunecare. Plastigage este un fir de plastic special care trebuie aplicat pe partea dintre care trebuie măsurat jocul. Capacul rulmentului trebuie apoi fixat astfel încât plastigage-ul să fie presat plat. Deformarea plastigage-ului este o măsură a jocului.
Există diferite culori de plastigage. Fiecare culoare reprezintă o dimensiune diferită.
Verde: pentru un joc la rulment de 0,025 până la 0,076 mm.
Roșu: 0,050 – 0,150 mm.
Albastru: 0,102 – 0,229 mm.
Galben: 0,23 – 0,51 mm.
Pe aceasta pagina se efectueaza o masuratoare cu plastigage: