Emner:
- Mål stempeldiameteren
- Mål sylinderdiameteren
- Stempelklaring
Måling av stempeldiameter:
Med en skruemåler kan vi bestemme diameteren til et stempel. Vi plasserer skruestørrelsen vinkelrett på stempelpinnen; det er her de fleste kreftene oppstår som følge av føringsveiskraft. Når stempelet slites, vil diameteren minke mest her.
Produsentens tekniske data viser stempelstørrelsen.

Måle sylinderdiameter:
Sylinderdiameteren kan endres på grunn av slitasje, blant annet som følge av føringsveiskraft, bli større. Med sylindermålingen kan vi fastslå om det er slitasje og i hvilken grad eventuell slitasje faller innenfor toleransene.
Vi utfører en sylindermåling med en måleklokke som er festet til en intern målesonde.
Med en sylindermåler kan vi måle forskjellen i diameter på ulike steder i sylinderrommet. Dette lar oss få et slitasjebilde av den aktuelle sylinderen. Diameteren kan måles nøyaktig til innenfor 0,01 mm.
Sylindermåleren består av en måleklokke, en koblingsstang med en føler i bunnen og en utskiftbar stang. Avhengig av sylinderdiameteren (boringen) må denne stangen velges med riktig lengde. Det er vanligvis rundt ti forskjellige størrelser i etuiet. Hvis ønsket størrelse er nøyaktig mellom to målestokker, kan du legge til en shim til den minste måleren for å få ønsket lengde.
Eksempel:
Sylinderdiameteren er 87,00 mm. Vi velger stangen med en lengde på 85,00 mm og installerer en shim på 3 mm for å få en lengde på 88,00 mm. Lengden er nå 1 mm mer enn sylinderdiameteren: dette er viktig for denne målingen, fordi sylinderdiameteren har økt ved slitasje. Vi bestemmer lengden på stangen med en mikrometer.
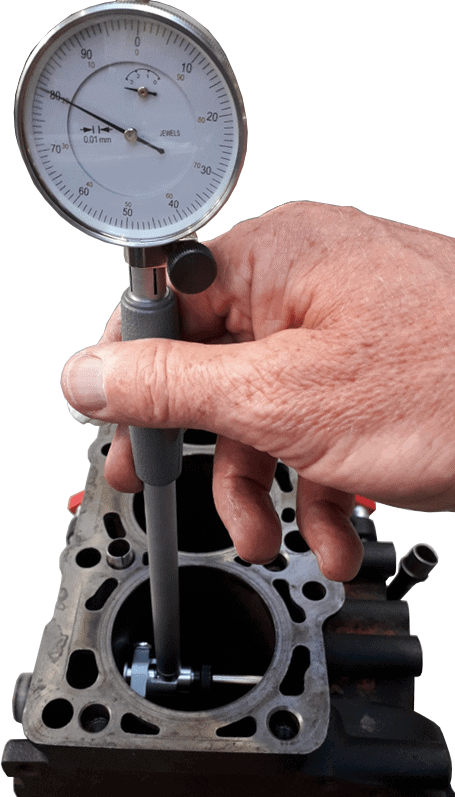
For å starte målingen setter vi den nedre delen av sylindermåleren inn i sylinderrommet. Følgende tekst handler om målingen i bildet:
- Høyre del har et hjul - ikke justerbar i lengde;
- Den venstre delen er den justerbare målestiften som vi monterte en stang av riktig lengde på under justeringen;
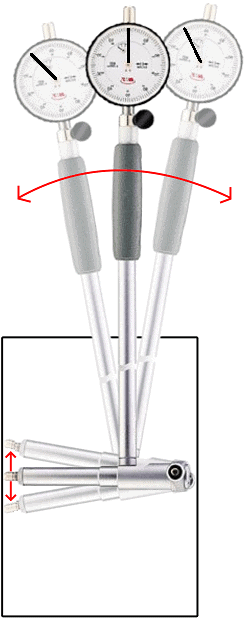
For å bestemme den minste diameteren må sylindermåleren flyttes frem og tilbake. Pekeren i mikrometeret beveger seg fra venstre til høyre. Bildet viser tre posisjoner: venstre, senter og høyre. Midtposisjonen vises som mørkegrå, de andre posisjonene er lyse.
- Flytt til venstre posisjon: målestift fjærer ut av sylindermåleren. Pekeren indikerer 0,1 mm bevegelse;
- Flytt til riktig posisjon: pinnen springer ut av sylindermåleren igjen, og viseren viser også 0,1 mm.
- Klokkeindikator i midten: diameteren på sylinderen er den minste her. Målepinnen skyves derfor maksimalt inn. Pekeren viser nå 0 mm.
Viseren trenger ikke nødvendigvis å angi 0 mm hvis sylindermåleren er i midten. Hvis man tar i betraktning at nullpunktet er på 50 på skiven (viseren har blitt rotert 180 grader i forhold til dagens situasjon), så vil avbøyningen på 0,1 mm forårsake en bevegelse mellom 50 og 60 på skiven; igjen 0,1 mm.
Trinnene ovenfor må gjentas flere steder. Hvis viseren når 0 mm i midten alle steder, er det ingen slitasje. Men hvis pekeren beveger seg forbi 0, har mellomrommet blitt større. Pekerens slag har da blitt større: for eksempel totalt 1,1 mm i stedet for 1,0 mm. Det betyr at det er en slitasje på 0,1 mm.
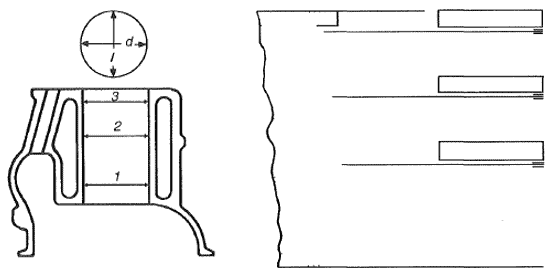
Følgende bilde viser et sylinderrom med tre mulige målehøyder: 1, 2 og 3. Målingen skal utføres i både lengde- og tverrretning.
Diameteren på toppen av sylinderen (3) vil være størst: kreftene til stempelet mot sylinderveggen er minimale her. Kraften er størst halvveis gjennom sylinderen: denne diameteren vil være størst under slitasje.
Et tips er å lage en skisse for en slik måling og skrive ned de målte verdiene på den. Hvis diameteren er større enn verdien spesifisert av produsenten, avvises den aktuelle sylinderen.
Stempelklaring:
Avstanden mellom stempel og sylinder avhenger av både stempeldiameter og sylinderdiameter:
- stempelslitasje: diameteren blir mindre;
- sylinderslitasje: diameter øker.
Slitasje er et resultat av blant annet føringsveiskraft som oppstår når stempelet presses ned av forbrenningstrykket og sveivvevstangmekanismen. Mer slitasje gir større avstand mellom stempel og sylinder. Resultatet er at stempelet har større bevegelsesfrihet og vil "tilte". Dette gir tikkende lyder, gir høyere oljeforbruk (smøreoljen kan nå lett passere stempelet inn i forbrenningskammeret) og kan kun avhjelpes ved en større reparasjon.
Det må alltid være en viss stempelklaring for å:
- for å muliggjøre utvidelse av deler når de varmes opp;
- for å gi plass til en smøreoljefilm.
Maksimal klaring mellom stempel og sylinder er oppgitt i fabrikkdata. Les derfor alltid verdiene spesifisert av produsenten. Generelt gjelder dette: gjennomsnittlig stempelklaring er 0,01 mm per cm stempeldiameter. For turbomotorer er dette litt bredere, nemlig 0,015 mm per cm diameter. I dette tilfellet, hvis vi har et stempel med en diameter på 80,00 mm, må sylinderens boring være (80,00 + (8 * 0,01 mm) = 80,08 mm.
Hvis stempelklaringen er for stor, bør du sjekke fabrikkspesifikasjonene for mulige neste trinn:
- Boring og honing av sylindre, samt montering av overdimensjonerte stempler på grunn av større sylinderdiameter, er ikke tillatt av alle produsenter. Du bør også sjekke om en slik justering allerede er gjort tidligere. Noen produsenter foreskriver at maksimalt 3x overskytende kan installeres;
- Hvis installasjon av overdimensjonerte stempler ikke er tillatt, eller kostnadene er for høye, er det bedre å bytte ut den roterende delen.
