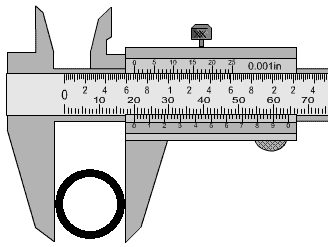
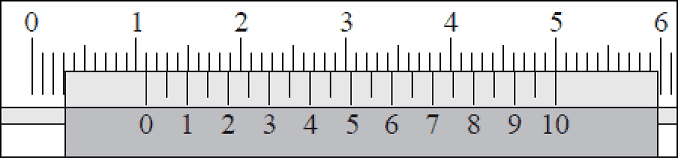
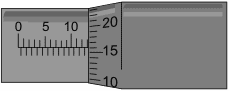
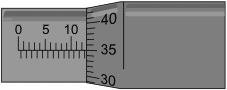
キャリパーを読み取るには、0分の1,1ミリメートルも見る必要があります。 バーニアの次の線と定規の線が全く同じになる箇所が、寸法を11分の10ミリ(小数点以下)で示します。 画像ではバーニアの11,0がXNUMXcmなので、定規からXNUMXmmの位置にあります。 バーニアのXNUMXの線も定規の線と同じです。 これは、ちょうど XNUMX mm があることを意味します。 wordt 測定した。
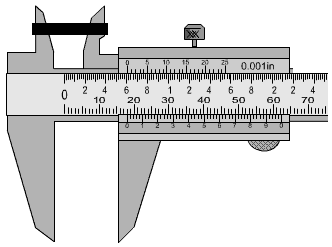
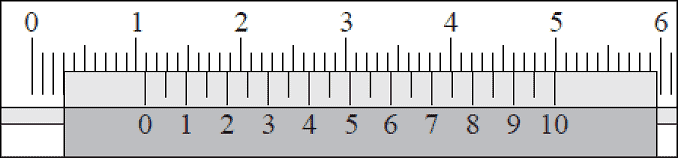
次の測定ではバーニアがわずかに左に移動し、小数点以下の数値を扱っています。 バーニヤの次の線が定規の線と全く同じになるところを見ます。 画像ではバーニアの0が1,1cmなので11(丸)ミリです。 バーニアの9の線も定規の線と同じです。 これは、正確に 10,9 mm が測定されることを意味します。
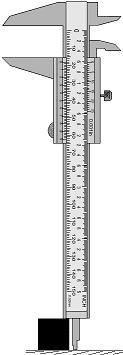
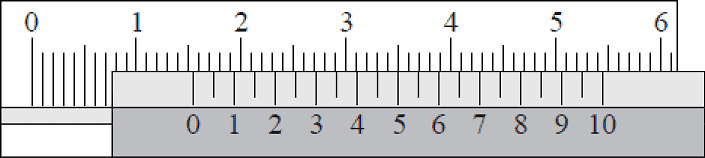
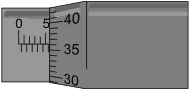
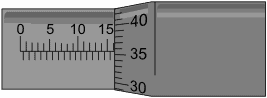
画像の測定も同じ原理に従います。 この場合、バーニアの 0 は定規の 15 mm と 16 mm の中間にあります。 その場合、原則として 4 進数は 5、6、または 5 程度であることがすでにわかっています。 定規と副尺の線は 15 で対応します。 したがって、(0,5+15,5) = XNUMX mm が測定されます。