Soggetti:
- Generale
- Calibro a corsoio
- Calibro a vite
- Quadrante
- Spessimetro
- Plastigage
nel complesso:
Gli strumenti di misura vengono spesso utilizzati nella tecnologia automobilistica, ad esempio durante l'ispezione del motore. Ma gli strumenti di misurazione vengono utilizzati anche per misurare lo spessore delle guarnizioni dei freni o del disco del freno. Per eseguire una misurazione è importante conoscere la precisione di misura con cui è stato progettato lo strumento. Il diametro del cilindro può essere misurato con le ganasce di misurazione interne di un calibro, ma non è sufficientemente preciso (1/20 mm). Un comparatore è molto più preciso (1/100 mm).
Gli strumenti di misura più comuni in officina e la loro precisione sono:
- Calibro a corsoio (0,05 mm, che equivale a 1/20 mm.)
- Dimensioni della vite (0,01 mm o 1/100 mm.)
- Comparatore (0,01 mm.)
- Spessimetro (0,05 mm.)
- Plastigage (precisione a seconda della versione).
Questa pagina spiega come impostare, leggere e, se necessario, calibrare gli strumenti di misura precedentemente menzionati e fornisce esempi di misurazioni.
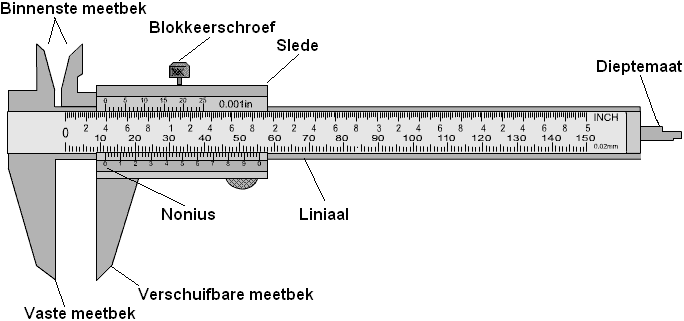
Calibro a corsoio:
Il calibro è uno strumento di misura ampiamente utilizzato nella tecnologia automobilistica. Con il calibro è possibile misurare con precisione al ventesimo millimetro le dimensioni interna, esterna e di profondità di un componente.
Misurazione con la ganascia di misura fissa:
La dimensione può essere letta bloccando il componente nella ganascia di misurazione fissa. Il righello ora legge 20 mm. Questo è il diametro esterno dell'anello.
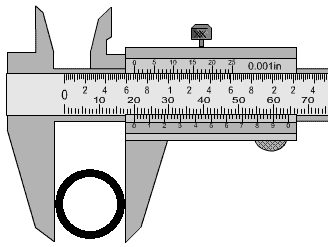
Misurazione con la ganascia di misurazione interna:
Il diametro interno può essere letto bloccando la ganascia di misurazione all'interno dell'anello. Questo è 18 mm. Ciò significa che l'anello ha uno spessore di (20-18) = 2 mm.
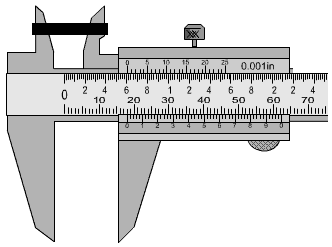
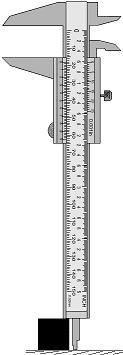
Misurazione con il misuratore di profondità:
Ad esempio, per oggetti che non possono essere rimossi dalla superficie o cilindri con fondo, l'altezza può essere misurata utilizzando il misuratore di profondità. Posizionando l'estremità del limitatore di profondità sulla superficie e la parte spessa del calibro sul componente, è possibile determinarne l'altezza. In questo caso, l'altezza del blocco nero viene determinata:
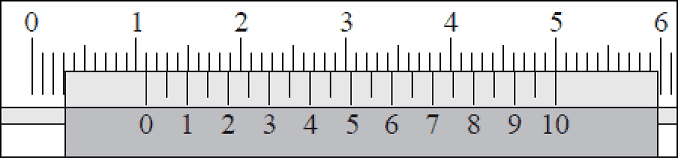
Per leggere il calibro bisogna guardare anche i decimi di millimetro. Il punto in cui la linea successiva del nonio è esattamente uguale alla linea del righello indica la misura in decimi di millimetro (il numero dopo la virgola decimale). Nell'immagine lo 0 del nonio è a 1,1 cm, quindi a 11 mm dal righello. Anche la linea del numero 10 sul nonio è la stessa linea del righello. Ciò significa che ci sono esattamente 11,0 mm è misurato.
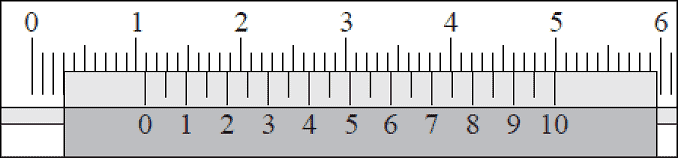
Nella misurazione successiva il nonio si è spostato leggermente a sinistra e si tratta di un numero dopo la virgola. Guardiamo il punto in cui la linea successiva del nonio è esattamente la stessa della linea del righello. Nell'immagine lo 0 del nonio è 1,1 cm, quindi 11 millimetri (interi). Anche la linea del numero 9 sul nonio è la stessa linea del righello. Ciò significa che vengono misurati esattamente 10,9 mm.
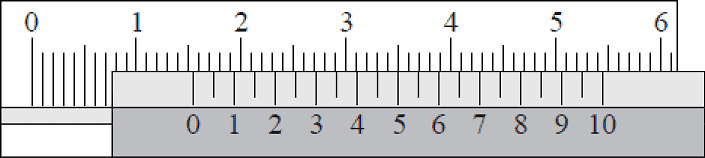
La misurazione nell'immagine segue lo stesso principio. In questo caso lo 0 del nonio è a metà tra i 15 ed i 16 mm del righello. Allora sai già in linea di principio che il numero decimale dovrebbe essere intorno a 4, 5 o 6. Le linee del righello e del nonio corrispondono a 5; quindi ora viene misurato (15+0,5) = 15,5 mm.
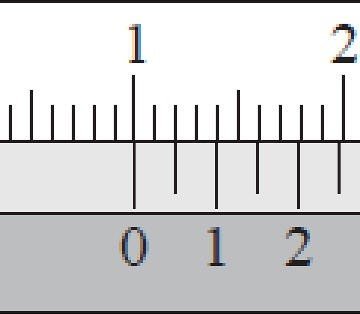
Ci sono anche piccole linee tra i numeri sul nonio. Questi indicano i cinque centesimi di millimetro. La linea tra 0 e 1 sul nonio corrisponde alla linea sul righello. Nella figura, (10 + 0,05) = 10,05 mm. Leggere un cinquecentesimo richiede un occhio allenato.
In questa animazione, la lettura del nonio è chiarita con le frecce rosse.

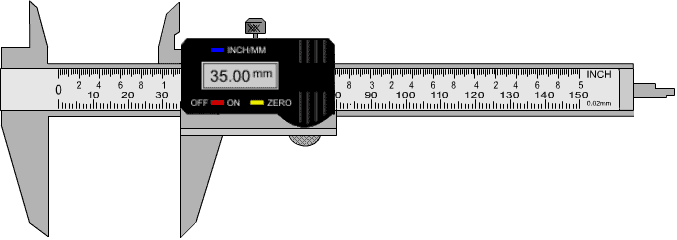
Un calibro può anche essere realizzato digitalmente come mostrato nell'immagine. Le dimensioni del componente da misurare possono essere lette sul display digitale. Spesso è possibile impostarlo sia su pollici che su millimetri.
Esistono anche calibri con quadrante analogico dove il display digitale è nell'immagine sopra. Questo calibro non è molto utilizzato, ma dipende solo da cosa l'utente preferisce utilizzare.
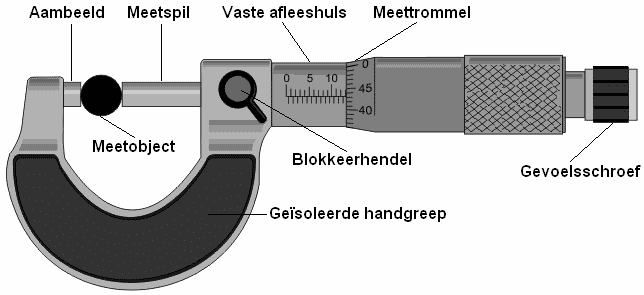
Dimensione della vite:
È possibile utilizzare il calibro a vite (chiamato anche micrometro o micrometro a staffa). Worden utilizzato per misurare componenti fino a 25 mm di dimensione con una precisione di un centesimo di millimetro (0,01 mm). Con un giro del tamburo di misura, il mandrino di misura si sposta di 0,5 mm.
Il micrometro deve essere sempre tenuto per l'impugnatura isolata, poiché il calore delle mani influisce sul risultato della misurazione. Il riscaldamento locale nel micrometro può causare una leggera espansione del materiale. Soprattutto per una misurazione in cui il risultato deve essere misurato al centesimo più vicino, è importante rispettare le normative.
Il componente da misurare deve essere posizionato tra l'incudine e il mandrino di misura. Ruotando il tamburo di misurazione, l'alberino di misurazione si muove avanti e indietro. Prima che il mandrino di misura tocchi il componente, l'ultima distanza deve essere fissata con la vite di sensibilità. La vite sensoriale contiene un meccanismo a clic che produce un suono "clic" quando viene applicata una certa forza. In quel momento sai che non ti è permesso girare ulteriormente il contatore. Se si stringe troppo il micrometro, è possibile ottenere risultati di misurazione errati. Il tamburo di misura può essere bloccato contro un'ulteriore rotazione con la leva di bloccaggio.
Di seguito è riportata l'immagine di un micrometro in cui la dimensione di un cuscinetto a sfere (l'oggetto di misurazione) è misurato.
Nell'immagine sopra, il cuscinetto a sfere ha uno spessore di 13,43 mm. Sulla scala superiore vedi 10, con 3 linee accanto. Ogni linea misura un millimetro, quindi 10+3=13 mm. Il numero dopo la virgola viene letto sul tamburo di misurazione. Ecco i numeri 40 e 45. Se guardi da vicino vedrai che la linea della scala è uguale a 43. Insieme fa 13,43 mm.
Il tamburo di misurazione ha una scala da 0,0 a 0,49 mm. Questo perché la scala dei millimetri interi (a sinistra del tamburo di misurazione) contiene anche i mezzi millimetri; le linee inferiori indicano i mezzi millimetri. Di seguito vengono forniti alcuni esempi.
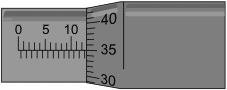
I millimetri interi vengono visualizzati sulla linea orizzontale. In questo caso è 13 mm. La linea da 16 mm sul tamburo di misurazione è uguale alla linea orizzontale sulla manica di lettura. La dimensione indicata in questa immagine è (13 + 0,16) = 13,16 mm.
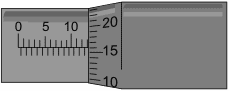
Nell'immagine è visibile la linea sotto la linea della scala della custodia di lettura. Questa linea sotto la linea orizzontale indica che è mezzo millimetro. Secondo la scala è almeno 5,5 millimetri (senza considerare il tamburo di misurazione). La scala sul tamburo di misurazione indica 36. La dimensione ora indicata è un totale di (5,5 + 0,36) = 5,86 mm.
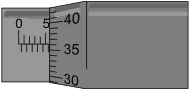
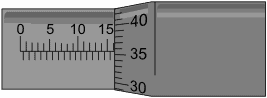
In questa immagine, la linea nella parte inferiore della scala è ancora una volta più vicina al tamburo di misurazione. Quindi secondo la scala orizzontale è di nuovo almeno 12,5 mm. Aggiungiamo quindi il valore indicato del tamburo di misurazione; questo valore è 0,35 mm. Quindi aggiungiamo insieme 12,5 e 0,35.
Insieme questo è (12,5 + 0,35) = 12,85 mm.
In questa immagine la dimensione indicata è (16 + 0,355) = 16,355 mm.
L'immagine mostra la dimensione della vite con un valore di 75,235 mm. La scala sul tamburo di misurazione è compresa tra 23 e 24 mm. Poiché il calibro è di 75 mm, la dimensione della vite differisce di 0,235 mm. Ogni misurazione che verrà effettuata risulterà quindi troppo alta. La bussola di lettura deve essere ruotata rispetto all'impugnatura utilizzando un'apposita forcella di regolazione. La forcella di regolazione può essere vista nell'immagine sopra.

Prima di misurare con il micrometro, è necessario calibrarlo. Una calibrazione errata porta ad errori di misurazione! La dimensione della vite viene calibrata utilizzando un calibro adeguato. Il calibro nell'immagine sotto è esattamente 75,00 mm. Ciò significa che quando il calibro a vite misura il calibro, il calibro a vite deve indicare esattamente questo numero. Se il valore misurato non è corretto, dobbiamo prima calibrare la dimensione della vite ruotando il tamburo interno con la forchetta.

Quadrante:
Con il comparatore è possibile effettuare una misurazione della profondità molto precisa. La lancetta piccola all'interno indica i millimetri interi e la lancetta grande indica il numero dopo la virgola. Quando il comparatore è posizionato su una superficie diritta dovrebbe leggere 0,00 mm come mostrato nella figura seguente. L'anello esterno può essere ruotato per consentire la calibrazione. Se si misura 0,3 mm quando è posizionato su una superficie diritta, l'anello esterno deve essere ruotato in modo che la lancetta grande indichi 0.
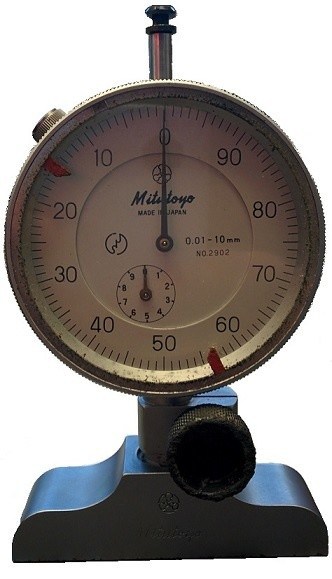
Il quadrante in foto indica 5,00 mm. La lancetta piccola è su 5 e la lancetta grande è su 0. Se la lancetta grande fosse su 81 e la lancetta piccola fosse compresa tra 5 e 6, il misuratore indicherebbe un valore di 5,81 mm. Quanto più il perno di misurazione viene premuto verso l'alto nella parte inferiore, tanto più piccolo diventerà il valore letto.
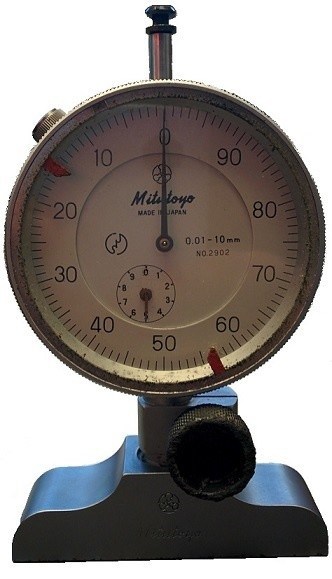
Il quadrante del micrometro indica: 0.01 – 10 mm. Ciò significa che il micrometro può indicare un valore compreso tra 0.01 e 10 mm. Pertanto non è possibile eseguire una misurazione della profondità con una profondità di 12 mm, perché il perno di misurazione è troppo corto e le lancette non possono indicarlo. Per poter misurare valori maggiori di 10 mm, con il micrometro vengono fornite varie prolunghe. Un esempio di questo può essere visto nell'immagine. Qui l'estensione viene misurata con un micrometro. Ciò indica un valore di 10,0 mm.

Viene misurata solo la parte a forma di botte, non la filettatura della vite. Montando questa prolunga sul micrometro, l'asta di misurazione non sarà più troppo corta. Ora è ancora possibile misurare il valore, ad esempio, di 12 mm. Ora è necessario assicurarsi che la dimensione dell'estensione venga aggiunta al valore misurato. Ecco un esempio: quando il micrometro indica un valore di 5,19 mm, la dimensione effettiva è il valore misurato + la lunghezza dell'astina di misurazione, quindi 5,19 + 10,00 = 15,19mm.
Le misurazioni vengono effettuate con il comparatore in queste pagine:
Spessimetro:
Lo spessimetro viene utilizzato per misurare lo spazio tra due parti. Lo spessimetro è costituito da una serie di strisce metalliche, ciascuna delle quali ha uno spessore diverso. Lo spessore è indicato sulla striscia di metallo. La striscia inferiore dello spessimetro nell'immagine seguente riporta "30". Ciò significa che la striscia di metallo ha uno spessore di 0,30 mm.
Per misurare lo spazio tra due parti, qualsiasi striscia di metallo deve essere aperta e fatta scorrere tra le parti. Se la striscia può essere spostata molto facilmente o addirittura senza resistenza, lo spazio è maggiore dello spessore della striscia. Quindi è necessario aprire una striscia di metallo più spessa. Se la striscia non passa più, significa che è troppo spessa. Se la striscia riesce a scivolare tra le parti con una certa resistenza, allora quella è la dimensione giusta.

La figura seguente misura il gioco finale di una fascia elastica.
Le misurazioni vengono effettuate con spessimetri in queste pagine:

Plastigaggio:
Il plastigage può essere utilizzato per controllare il gioco tra i cuscinetti radenti. Il plastigage è uno speciale filo di plastica che deve essere applicato sulla parte tra cui si deve misurare il gioco. Il cappello del cuscinetto deve quindi essere fissato in modo tale che il plastigage venga appiattito. La deformazione del plastigage è una misura del gioco.
Esistono diversi colori di plastigage. Ogni colore rappresenta una dimensione diversa.
- Verde: per un gioco dei cuscinetti da 0,025 a 0,076 mm.
- Rosso: 0,050 – 0,150 mm.
- Blu: 0,102 – 0,229 mm.
- Giallo: 0,23 – 0,51 mm.
In questa pagina viene eseguita una misurazione con plastigage:

Pagine correlate: