Viðfangsefni:
- Mældu þvermál stimpla
- Mældu þvermál strokksins
- Stimpill úthreinsun
Mæling stimpla þvermál:
Með skrúfumæli getum við ákvarðað þvermál stimpla. Við setjum skrúfustærðina hornrétt á stimplapinnann; þetta er þar sem flestir kraftar koma fram sem afleiðing af leiðarbrautarkraftur. Þegar stimpillinn slitnar mun þvermálið minnka mest hér.
Tæknigögn framleiðandans eru tilgreind stimplastærð.

Mæling strokka þvermál:
Þvermál strokksins getur breyst vegna slits, að hluta til vegna þess leiðarbrautarkraftur, verða stærri. Með strokkmælingunni getum við ákvarðað hvort það sé slit og að hve miklu leyti slitið er innan vikmarkanna.
Við framkvæmum strokkmælingu með skífuvísi sem er festur á innri mælingarnema.
Með strokkmæli getum við mælt mismun á þvermáli á ýmsum stöðum í strokkarýminu. Þetta gerir okkur kleift að fá slitmynd af viðkomandi strokk. Þvermálið er hægt að mæla nákvæmlega í innan við 0,01 mm.
Strokkamælirinn samanstendur af skífuvísi, tengistöng með þreifara neðst og skiptanlegum stöng. Það fer eftir þvermál strokksins (bor) þessa stöng verður að velja með réttri lengd. Venjulega eru um tíu mismunandi stærðir í hulstrinu. Ef æskileg stærð er nákvæmlega á milli tveggja mælimæla er hægt að bæta shim við minnsta mál til að fá æskilega lengd.
Dæmi:
Þvermál strokksins er 87,00 mm. Við veljum stöngina með lengdina 85,00 mm og setjum upp 3 mm shim til að fá lengdina 88,00 mm. Lengdin er nú 1 mm meiri en þvermál strokksins: þetta er mikilvægt fyrir þessa mælingu, vegna þess að þvermál strokksins hefur aukist ef slitið er. Við ákveðum lengd stöngarinnar með míkrómetra.
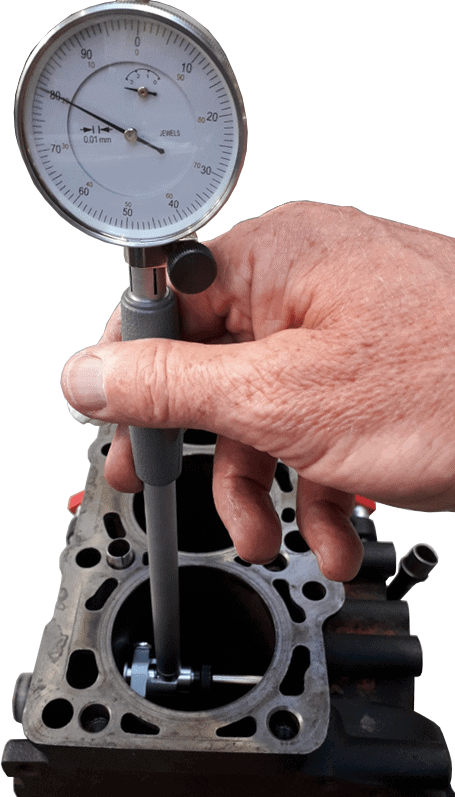
Til að hefja mælinguna setjum við neðri hluta strokkmælisins inn í hylkisrýmið. Eftirfarandi texti er um mælinguna á myndinni:
- Hægri hluti er með hjóli - ekki lengdarstillanleg;
- Vinstri hlutinn er stillanlegi mælipinna sem við festum stöng af réttri lengd á við stillinguna;
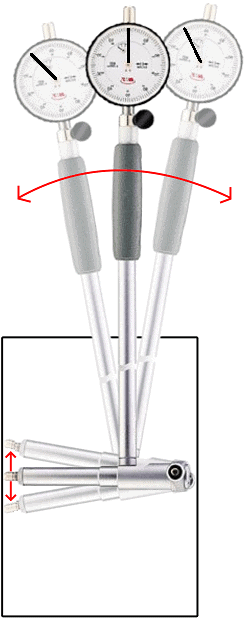
Til að ákvarða minnsta þvermál þarf að færa strokkmælinn fram og til baka. Bendillinn í míkrómetranum færist frá vinstri til hægri. Myndin sýnir þrjár stöður: vinstri, miðju og hægri. Miðstaðan er sýnd sem dökkgrá, hinar stöðurnar eru ljósar.
- Færðu þig í vinstri stöðu: mælipinna fjaðrar út úr strokkmælinum. Bendillinn gefur til kynna 0,1 mm hreyfingu;
- Færðu þig í rétta stöðu: pinninn springur aftur út úr strokkmælinum og bendillinn gefur einnig til kynna 0,1 mm.
- Skífuvísir í miðjunni: þvermál strokksins er minnst hér. Mælipinninum er því þrýst inn að hámarki. Bendillinn gefur nú til kynna 0 mm.
Bendillinn þarf ekki endilega að gefa til kynna 0 mm ef strokkmælirinn er í miðjunni. Ef tekið er með í reikninginn að núllpunkturinn er á 50 á skífunni (höndinni hefur verið snúið 180 gráður miðað við núverandi aðstæður), þá mun sveigjan 0,1 mm valda hreyfingu á milli 50 og 60 á skífunni; aftur 0,1 mm.
Ofangreind skref þarf að endurtaka á nokkrum stöðum. Ef skífuvísirinn nær 0 mm í miðjuna á öllum stöðum er ekkert slit. Hins vegar, ef bendillinn færist framhjá 0, hefur bilið orðið stærra. Slag bendillsins er þá orðið stærra: til dæmis samtals 1,1 mm í stað 1,0 mm. Þetta þýðir að slitið er 0,1 mm.
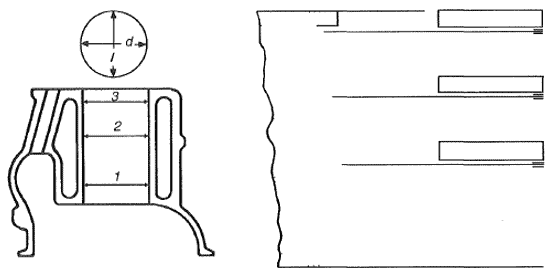
Eftirfarandi mynd sýnir strokkrými með þremur mögulegum mælihæðum: 1, 2 og 3. Mælingin verður að fara fram bæði í lengdar- og þverstefnu.
Þvermál efst á strokknum (3) verður stærst: kraftar stimpilsins á strokkvegginn eru í lágmarki hér. Krafturinn er mestur hálfa leið í gegnum strokkinn: þetta þvermál verður mest við slit.
Ábending er að gera skissu fyrir slíka mælingu og skrifa niður mældu gildin á hana. Ef þvermálið er stærra en það gildi sem framleiðandi tilgreinir er viðkomandi strokkur hafnað.
Stimpill úthreinsun:
Bilið milli stimpla og strokks fer eftir bæði stimplaþvermáli og strokkþvermáli:
- slit stimpla: þvermál verður minna;
- strokka slit: þvermál eykst.
Slit er meðal annars afleiðing af leiðarbrautarkraftur sem verður til þegar stimplinum er ýtt niður af brennsluþrýstingi og sveifstönginni. Meira slit leiðir til meiri fjarlægðar milli stimpils og strokks. Niðurstaðan er sú að stimpillinn hefur meira hreyfifrelsi og mun „hallast“. Þetta framkallar tifandi hljóð, veldur meiri olíunotkun (smurolían getur nú auðveldlega farið með stimplinum inn í brunahólfið) og er aðeins hægt að laga það með meiriháttar viðgerð.
Það verður alltaf að vera ákveðin stimplalausn til að:
- til að leyfa stækkun hluta þegar þeir eru hitaðir;
- að skilja eftir pláss fyrir smurolíufilmu.
Hámarksbil á milli stimpils og strokks er tilgreint í verksmiðjugögnum. Lestu því alltaf gildin sem framleiðandinn tilgreinir. Almennt séð á þetta við: meðaltal stimpilúthreinsunar er 0,01 mm á hvern cm stimpilþvermál. Fyrir túrbóvélar er þetta aðeins breiðari, nefnilega 0,015 mm á hvern cm þvermál. Í þessu tilfelli, ef við erum með stimpil með þvermál 80,00 mm, verður hola strokksins að vera (80,00 + (8 * 0,01 mm) = 80,08 mm.
Ef úthreinsun stimpla er of stór, ættir þú að athuga verksmiðjuforskriftir fyrir möguleg næstu skref:
- Ekki er leyfilegt af öllum framleiðendum að bora og slípa strokka, sem og uppsetningu of stórra stimpla vegna stærra strokkþvermáls. Þú ættir líka að athuga hvort slík leiðrétting hafi þegar verið gerð áður. Sumir framleiðendur mæla fyrir um að hámarki 3x umframmagn megi setja upp;
- Ef uppsetning of stórra stimpla er ekki leyfð, eða kostnaðurinn er of hár, er betra að skipta um snúningshlutann.
