Viðfangsefni:
- General
- Stimpill botn
- Efni
- Stimpill hringir
- Lokalausn stimplahringanna
- Stimpill pinna
- Afsaxing á stimplapinnanum
- Bjögun stimpla
- Hallandi stimpill
- Kæling
Almennt:
Stimpillarnir gera upp og niður hreyfingar í strokknum. Strokkurinn er fastur í vélarblokkinni og hreyfist ekki. Stimpillinn færist stöðugt frá ODP (Lower Dead Center) í TDC (Top Dead Center) í strokknum. Brennsla á sér stað efst á stimplinum (kallað stimplabotn). Vegna þess að inntakslokar opnast og stimpillinn hreyfist í átt, myndast lofttæmi í inntakshlutanum. Þetta lofttæmi sogar loft (eða eldsneytisblöndu) inn í strokkinn. Í forþjöppuvél (með túrbó eða þjöppu) er inntaksloftinu þrýst inn í strokkinn með ákveðnum umframþrýstingi.
De inntakslokar lokast og stimpillinn færist upp. Loftið (eða eldsneytisblandan) er þjappað saman (þjappað) síðan á a bensínvél undir eins kerti og í einu dísel vél kviknað með því að bæta við dísilolíu.
Vegna þess að blandan kviknar er stimplinum þrýst niður af miklum krafti. Þá er útblásturslokar opnast og stimpillinn þrýstir brenndu lofttegundunum inn í útblásturinn á uppslaginu.
Stimplar verða að uppfylla eftirfarandi eiginleika:
- Lægsti mögulegi massi til að halda massakröftum í TDC og ODP eins lágum og mögulegt er. Lítil massakraftar setja minna álag á legurnar og leyfa hærri snúningstíðni.
- Góð hitaleiðni; hitastig stimpilbotnsins getur farið yfir 400 gráður á Celsíus. Til að koma í veg fyrir að hitastig stimpilbotnsins hækki of hátt er hann stöðugt kældur með olíustraumi við undirhliðina. Lægra hitaálag veldur minna sliti og minni olíunotkun.
- Næg vélræn viðnám.
- Lágur núningsstuðull.
Stimpill botn:
Efst á stimplinum er kallað „kóróna“ eða „stimplabotn“. Innfellingar fyrir ventlana eru oft slípaðar í stimplabotninum.
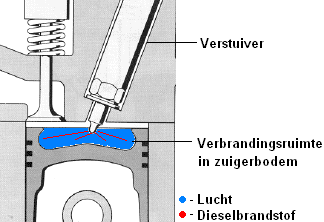
Í dísilvélum með beinni innspýtingu er stimpilbotninn oft enn hluti af brunarýminu. Sérstakt holrými er síðan malað í stimplinum sem þjónar til að þyrla loftinu. Loftið í því rými mun gera hringhreyfingu þannig að dísileldsneytið blandast strax vel við þetta loft við innspýtingu.
Myndin sýnir beininnsprautaða dísilvél með forsnúningshólfi í stimplinum. Óbeint innsprautuð dísilvél er með sérstakt forsveifluhólf í strokkhausnum. Það er þá ekkert brennslurými í stimplabotninum.

Efni:
Stimplar eru venjulega gerðir úr áli eða magnesíum málmblöndur. Stundum eru notaðir sviknir ál stimplar með stimpilbotna krómhúðaða. Þessir eru mjög sterkir og hafa litla þyngd. Kosturinn er sá að vegna lítillar þyngdar hafa þeir einnig minna vélrænt álag á strokkaveggina (og þar af leiðandi minna slit), auk þess sem þeir geta verið notaðir í vélar með mikið afl. Vegna sérhæfðrar framleiðslu er verðið mun hærra en venjulegir ál stimplar.
Einnig eru gerðar litlar raufar í hlið stimplsins, sambærilegar við slípunarrópin í strokkveggnum. Þetta þjóna því hlutverki að "bera" olíuna þegar þú ferð upp og niður. Ef litlar rifur væru ekki til staðar gæti olían einfaldlega farið framhjá þeim og endað í brunahólfinu.
Stimpill hringir:
Stimpillhringir verða að tryggja bestu mögulegu gasþéttingu á milli stimpla í strokknum. Leki meðfram stimplahringjunum veldur m.a.:
- Þjöppunartap (þar með einnig aflmissi).
- Olíutap í gegnum brunahólfið.
- Ótímabær öldrun og mengun olíunnar; Vegna þess að lekalofttegundir koma inn í olíuna geta þessar lofttegundir blandaðst olíunni og valdið því að olían eldist.
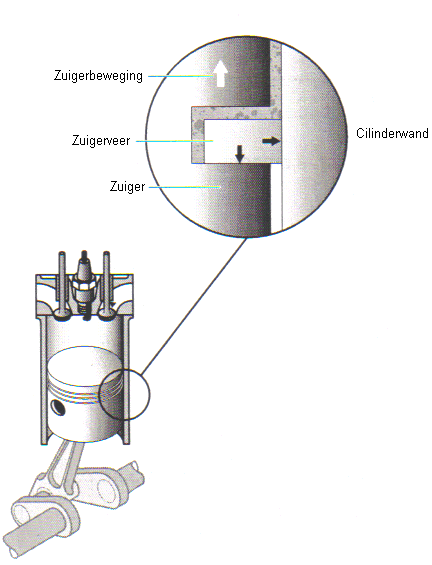
Það er alltaf lag af olíu á milli stimpilhringanna og stimpilhringanna (sjá mynd hér að neðan). Það er ekki hægt að láta stimpilhringana einir sjá um þéttinguna. Þar gegnir olían einnig mikilvægu hlutverki. Það fer svona:
- Þegar stimpillinn rís færast stimplahringirnir í neðri hluta stimplahringsgrópsins. (sjá mynd)
- Olía á strokkaveggnum kemst á milli stimplahringsins og stimpilhringsins. Þetta veldur því að stimplinum þrýstist upp að strokkveggnum.
Þegar olíusköfuhringirnir eru slitnir getur olían komist á milli strokkaveggsins og olíusköfunarhringsins, þannig að hún endar í brunahólfinu. Olían er síðan brennd og myndast blár eða svartur reykur frá útblæstrinum. Blár reykur kemur frá vélarolíu sem fer beint inn í útblástursloftið, óbrennt og gufar upp. Í svörtum reyk hefur olían tekið þátt í brennsluferlinu og brenndu olíuleifarnar skilja útblásturinn eftir í formi (svarts) sóts.
Lokalausn stimplahringanna:
Úthreinsun rifa er bilið á milli tveggja enda stimplahringsins. Ef læsingin er of lítil hefur stimplahringurinn ekkert pláss til að myndast í minni þvermál. Hylkisveggurinn getur skemmst og stimpilhringurinn getur brotnað. Ef læsingin er of stór er of mikið bil á milli endanna; stimpilhringirnir þétta ekki nægilega vel og geta valdið tapi á þjöppun eða aukinni olíunotkun.
Læsingin er mæld með a þreifamælir. Með ofangreindri mælingu ætti læsingarbilið að vera á milli 0,35 og 0,55 mm. Hægt var að færa þráðinn með þykkt 0,5 mm í gegn með nokkurri mótstöðu. Svo lokaúthreinsunin er í lagi. Nánari upplýsingar er að finna á síðunni “mælingar stimplahringa“ undir fyrirsögninni Mælir vélrænt.

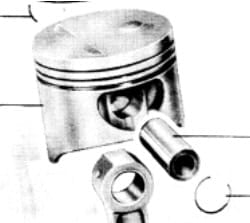
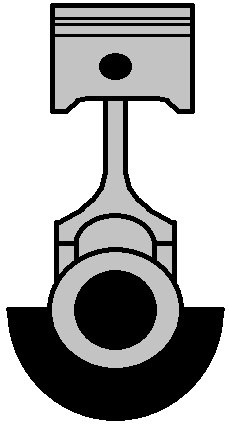
Stimpill pinna:
Stimpillinn er notaður til að snúa stimplinum við tengistöngina. Stimpillinn er (fræðilega séð) festur í miðju stimplisins og er festur með bolta. Í raun og veru er stimplapinninn festur utan miðju, sem bætir afköst. Nánari upplýsingar um þetta er að finna hér að neðan í næsta kafla: Afsaxing á stimplapinni.
Losun stimplapinnans:
Staða stimplapinnans utan ás þýðir að stimplapinninn er ekki alveg í miðju (eins og sýnt er á myndinni). Þessir stimplar verða auðvitað líka að vera festir í ákveðna átt. Stefnan er auðkennd með ör, sem er merkt í botn stimpilsins. Þessi ör vísar í átt að dreifingarhliðinni.
Að setja stimplapinnann utan miðju þjónar mikilvægum tilgangi; draga úr sliti á strokkveggnum og minnka hávaða frá stimplinum þegar skipt er um strokkvegg. Þegar stimpillinn færist upp er honum þrýst á vinstri hlið strokkveggsins og þegar hann færist niður er honum þrýst á hægri hliðina. Með hverju aflslagi verður stimplinum slegið frá vinstri hlið á móti hægri hliðinni af gífurlegum krafti.
Vegna þess að stimplapinninn er settur utan miðju er tengistöngin þegar upprétt fyrir TDC. Stimpillinn færist til hægri hliðar strokksins fyrir aflhöggið. Þegar aflhöggið fer nú fram er stimpillinn þegar í réttri stöðu og getur nú farið beint niður í einni hreyfingu. Vegna stimplapinnans sem er utan miðju, verður stimpillinn ekki lengur sleginn í strokkavegginn með aflslaginu, sem dregur úr hávaða og sliti.
Stimpill aflögun:
Stimpillinn tekur aðra mynd í heitri vél en í köldum vél. Efnið þenst út vegna hita. Stimpillinn er þannig smíðaður að stækkun á sér aðeins stað í eina átt. Annars gæti stimpillinn festst í strokknum.
Lengst til vinstri á myndinni má sjá stimpilinn í eðlilegu ástandi. Miðmyndin er af stimplinum í strokknum séð ofan frá, þegar hann er við vinnsluhita. Vélin hefur því verið í gangi í nokkurn tíma sem hefur valdið því að stimpilefnið hitnar og þenst út. Hægri mynd er af stimplinum í köldu ástandi. Þetta er nú sporöskjulaga í laginu. Örvarnar fyrir ofan og neðan gefa til kynna stærðarmuninn. Stimpillinn á hægri myndinni hefur verið styrktur á breidd og vísvitandi smíðaður í lengdina þannig að hann hafi pláss til að stækka. Ástæðan fyrir þessu er sú að hvert efni þenst út við upphitun. Einnig þarf að gefa stimplinum pláss fyrir þetta.

Hliðinni sem stækkar ekki, þ.e.a.s. vinstri og hægri hlið stimpilsins á myndinni, er þrýst upp að strokkveggnum meðan á aflkastinu stendur. Þessi hlið tekur til sín rennibrautarkraftinn (sjá myndina í kaflanum hér fyrir neðan "hallastimpill". Þetta er auðvitað byggt upp á þennan hátt, því annars er bilið á milli stimpils og strokkveggsins of stórt með þessum gífurlega krafti. Stimpillinn þá verður vél kastast á strokkavegginn og mun því hafa stuttan líftíma.
Þrátt fyrir þetta getur hljóðið samt verið annað þegar vélin er köld en þegar vélin er heit. Þegar vélin er köld er svo mikið spil á milli stimpils og strokks að enn heyrist örlítið bankahljóð. Þetta er alls ekki vandamál, svo framarlega sem upphitun vélarinnar gengur vel. Með þessu meina ég að það þarf að hita vélina hægt upp (ekki of mikinn snúning og alls ekki of mikið bensín á lágum snúningi). Ef þetta gerist hefur stimpillinn ekki enn stækkað að fullu og olían hefur ekki enn náð vinnuhitastigi sem er að minnsta kosti 60 eða 80 gráður. Vélin mun þá hafa verulega styttri líftíma. Sívalningsveggurinn slitnar hraðar, sem og hlið stimpilsins sem slitnar harkalega. Framleiðandinn getur einnig dregið úr hávaða stimpilsins með því að beita „deaxation“. (Sjá kafla hér að ofan).
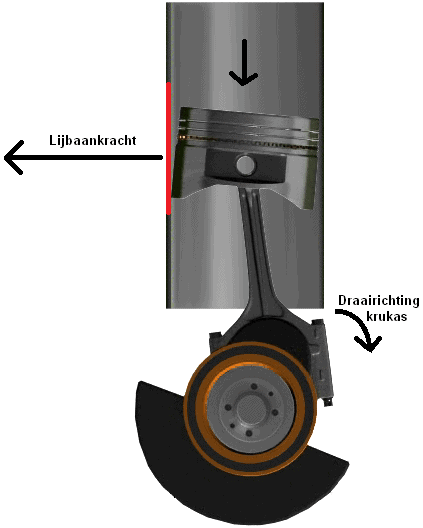
Hallandi stimpill:
Á meðan hann færist upp og niður hreyfist stimpillinn einnig örlítið í breiddarstefnu í strokkveggnum. Ef slit verður á strokkaveggnum vegna rangrar notkunar á vélinni (hugsaðu að keyra hratt / háan snúning þegar vélin er köld) getur hluti strokkaveggsins (merktur rauður á myndinni) orðið holur. Lélegt efnisval bílaframleiðandans getur líka spilað stórt hlutverk í þessu (hugsaðu um ákveðnar 1.4 16v vélar frá VAG) Þetta þýðir að breidd strokkveggsins eykst og því hefur stimpillinn meira hreyfifrelsi sem a.m.k. afleiðing af rennibrautarkraftinum. Í því tilviki er talað um „halla stimpla“. Myndin sýnir að stimpillinn er dreginn örlítið snúinn í strokknum. Örlítið ýkt ástand, en hugtakið „hallastimpill“ er greinilega sýnilegt.
Niðurstaðan af því að halla stimplum er að vélin gefur frá sér mikið tifandi hljóð. Það má stundum nánast líkja því við hljóðið sem dísilvélin framleiðir. Hljóðið er eingöngu högg á strokkveggnum vegna þess auka pláss sem stimpillinn hefur í strokknum. Þess vegna eykst olíunotkun oft (vegna lélegrar þéttingar) og slit eykst oft líka. Það eina sem hægt er að gera í þessu er að yfirfara vélina.
Kæling:
Stimpillinn er kældur með því að úða vélarolíu í botninn. Þetta er hægt að gera með olíuúða (sjá mynd hér að neðan), eða í gegnum gat á tengistönginni. Þessu ásamt frekari upplýsingum um kælingu og smurningu er lýst á síðunni smurkerfi.
