Tárgyak:
- Általános
- tolómérő
- Csavarmérő
- Tárcsajelző
- Hézagmérőt
- Plasztizás
összesen:
A mérőeszközöket gyakran használják az autóiparban, például a motorellenőrzés során. De mérőeszközöket is használnak a fékbetétek vagy a féktárcsa vastagságának mérésére. A mérés elvégzéséhez fontos tudni, hogy a szerszám milyen mérési pontossággal készült. A henger átmérője mérhető egy féknyereg belső mérőpofáival, de nem elég pontos (1/20 mm). A számlapjelző sokkal pontosabb (1/100 mm).
A műhelyben leggyakrabban használt mérőeszközök és pontosságuk:
- Nóniusz féknyereg (0,05 mm, ami megegyezik 1/20 mm-rel.)
- Csavarméret (0,01 mm vagy 1/100 mm)
- Számlapjelző (0,01 mm)
- Tapintható idom (0,05 mm)
- Plasztizás (a pontosság a verziótól függően).
Ez az oldal elmagyarázza, hogyan kell beállítani, olvasni és szükség esetén kalibrálni a korábban említett mérőeszközöket, és példákat mutat be a mérésekre.
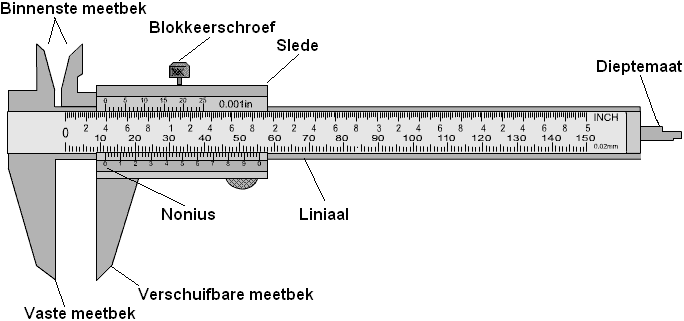
Tolómérő:
A tolómérő egy széles körben használt mérőeszköz az autóiparban. A tolómérővel egy-egy alkatrész belső, külső és mélységi méretei huszadmilliméterig pontosan lemérhetők.
Mérés rögzített mérőpofával:
A méret az alkatrésznek a rögzített mérőpofába szorításával leolvasható. A vonalzó most 20 mm-t mutat. Ez a gyűrű külső átmérője.
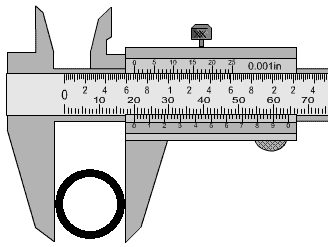
Mérés a belső mérőpofával:
A belső átmérő leolvasható a mérőpofa befogásával a gyűrű belsejében. Ez 18 mm. Ez azt jelenti, hogy a gyűrű (20-18) = 2 mm vastag.
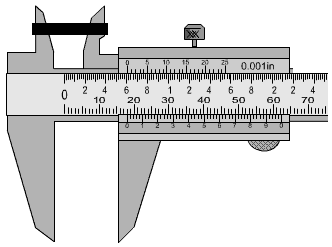
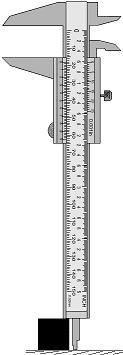
Mérés mélységmérővel:
Például a felületről nem eltávolítható tárgyak vagy az alsó hengerek esetében a magasság a mélységmérővel mérhető. A mélységmérő végét a felületre, a féknyereg vastag részét pedig az alkatrészre helyezve meghatározható a magassága. Ebben az esetben a fekete blokk magasságát meghatározzák:
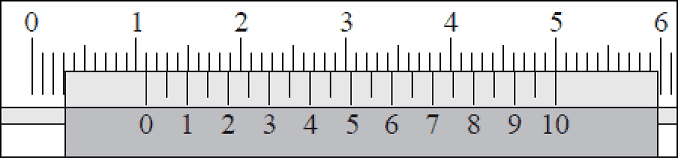
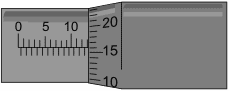
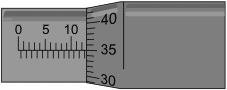
A féknyereg leolvasásához a tizedmillimétereket is meg kell nézni. Az a hely, ahol a nóniusz következő sora pontosan megegyezik a vonalzó vonalával, tizedmilliméterben (a tizedesvessző utáni szám) jelzi a mérést. A képen a nóniusz 0-ja 1,1 cm, tehát 11 mm-re van a vonalzótól. A nóniuszon lévő 10-es szám sora is megegyezik a vonalzón lévő vonallal. Ez azt jelenti, hogy pontosan 11,0 mm van válik mért.
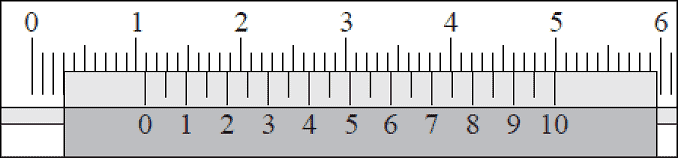
A következő mérésnél a nóniusz kissé balra tolódott és a tizedesvessző utáni számmal van dolgunk. Azt a helyet nézzük, ahol a nóniusz következő sora pontosan megegyezik a vonalzó vonalával. A képen a nóniusz 0-ja 1,1 cm, tehát 11 (egész) milliméter. A nóniuszon lévő 9-es szám vonala is megegyezik a vonalzón lévő vonallal. Ez azt jelenti, hogy pontosan 10,9 mm-t mérnek.
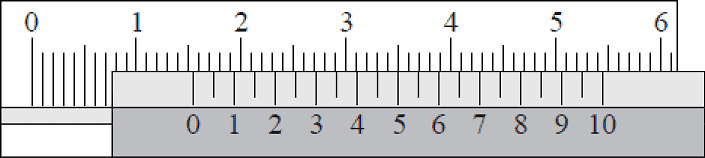
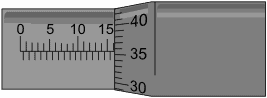
A képen látható mérés ugyanezt az elvet követi. Ebben az esetben a nóniusz 0-ja félúton van a vonalzó 15 és 16 mm között. Akkor már elvileg tudod, hogy a decimális számnak 4, 5 vagy 6 körül kell lennie. A vonalzó és a nóniusz vonalai 5-nek felelnek meg; így most (15+0,5) = 15,5 mm-t mérünk.
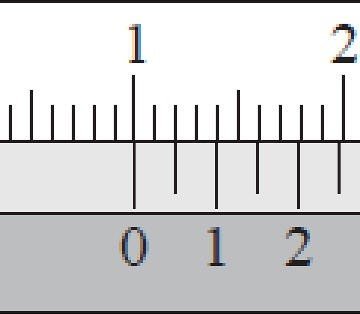
A nóniuszon lévő számok között kis vonalak is vannak. Ezek a milliméter ötszázadait jelzik. A nóniuszon lévő 0 és 1 közötti vonal a vonalzón lévő vonalnak felel meg. Az ábrán (10 + 0,05) = 10,05 mm. Az ötszázad olvasásához gyakorlott szem kell.
Ebben az animációban a nóniusz olvasása piros nyilakkal van tisztázva.

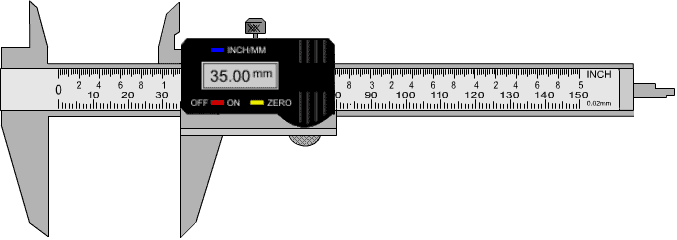
A tolómérő digitálisan is elkészíthető a képen látható módon. A mért alkatrész méretei a digitális kijelzőn olvashatók le. Ez gyakran hüvelykre és milliméterre is beállítható.
Vannak analóg tárcsajelzővel ellátott féknyergek is, ahol a digitális kijelző a fenti képen látható. Ezt a tolómérőt nem használják sokat, de ez csak attól függ, hogy a felhasználó mit szeretne használni.
Csavar mérete:
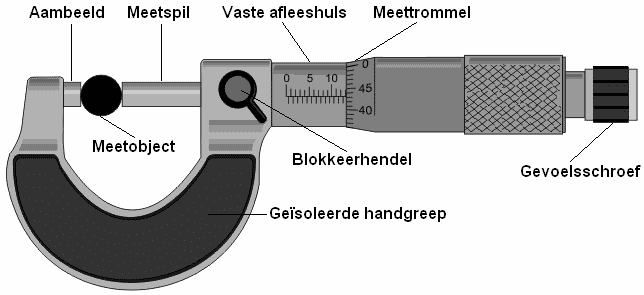
A csavaros idomszer (más néven mikrométer vagy konzolmikrométer) használható Worden legfeljebb 25 mm méretű alkatrészek mérésére szolgál, százmilliméter (0,01 mm) pontossággal. A mérődob egy fordulatával a mérőorsó 0,5 mm-t elmozdul.
A mikrométert mindig a szigetelt fogantyúnál kell tartani, mert a kezek hője befolyásolja a mérési eredményt. A mikrométerben lévő helyi melegítés az anyag enyhe tágulását okozhatja. Főleg olyan mérésnél, ahol század pontossággal kell mérni az eredményt, fontos betartani az előírásokat.
A mérendő alkatrészt az üllő és a mérőorsó közé kell helyezni. A mérődob forgatásával a mérőorsó előre-hátra mozog. Mielőtt a mérőorsó hozzáérne az alkatrészhez, az utolsó távolságot meg kell húzni az érzékenységi csavarral. A szenzoros csavar egy kattanó mechanizmust tartalmaz, amely bizonyos erő kifejtése esetén „kattanó” hangot ad ki. Abban a pillanatban tudod, hogy nem szabad tovább forgatni a mérőt. Ha túlságosan meghúzza a mikrométert, hibás mérési eredményeket kaphat. A mérődob a reteszelőkarral a további forgás ellen reteszelhető.
Az alábbiakban egy mikrométer képe látható, ahol egy golyóscsapágy (a mérőtárgy) mérete válik mért.
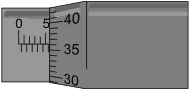
A fenti képen a golyóscsapágy vastagsága 13,43 mm. A felső skálán 10 látható, mellette 3 sor. Minden vonal egy milliméteres, tehát 10+3=13 mm. A tizedesvessző utáni szám olvasható a mérődobon. Itt vannak a 40 és 45 számok. Ha alaposan megnézi, látni fogja, hogy a skála egyenese 43. Ez együtt 13,43 mm-t tesz ki.
A mérődob skálája 0,0-0,49 mm. Az egész milliméteres mérleg (a mérődobtól balra) ugyanis fél millimétert is tartalmaz; az alsó sorok fél millimétert jelölnek. Az alábbiakban számos példát mutatunk be.
A teljes milliméter a vízszintes vonalon jelenik meg. Ebben az esetben 13 mm. A mérődobon lévő 16 mm-es vonal megegyezik a leolvasó hüvelyen lévő vízszintes vonallal. A képen feltüntetett méret (13 + 0,16) = 13,16 mm.
A képen az olvasóhüvely skála vonala alatti vonal látható. Ez a vízszintes vonal alatti vonal azt jelzi, hogy fél milliméter. A skála szerint legalább 5,5 milliméter (a mérődob figyelembe vétele nélkül). A mérődobon lévő skála 36-ot mutat. A most feltüntetett méret összesen (5,5 + 0,36) = 5,86 mm.
Ezen a képen a skálavonal alján lévő vonal ismét a legközelebb van a mérődobhoz. Tehát a vízszintes skála szerint ismét legalább 12,5 mm. Ezután hozzáadjuk a mérődob jelzett értékét; ez az érték 0,35 mm. Ezután összeadjuk a 12,5-öt és a 0,35-öt.
Ez együtt (12,5 + 0,35) = 12,85 mm.
Ezen a képen a feltüntetett méret (16 + 0,355) = 16,355 mm.
A képen a csavar mérete 75,235 mm. A mérődobon lévő skála 23 és 24 mm között van. Mivel a kaliber 75 mm, a csavar mérete 0,235 mm-rel tér el. Ezért minden elvégzett mérés túl magas lesz. Az olvasóhüvelyt a fogantyúhoz képest megfelelő állítóvillával el kell fordítani. A beállító villa a fenti képen látható.

A mikrométerrel történő mérés előtt először kalibrálni kell. A nem megfelelő kalibrálás mérési hibákhoz vezet! A csavar méretét megfelelő kaliberrel kell kalibrálni. Az alábbi képen látható kaliber pontosan 75,00 mm. Ez azt jelenti, hogy amikor a csavarmérő a kalibert méri, a csavarmérőnek pontosan ezt a számot kell jeleznie. Ha a mért érték hibás, először a belső dob villával történő elforgatásával kalibráljuk a csavarméretet.

Tárcsajelző:
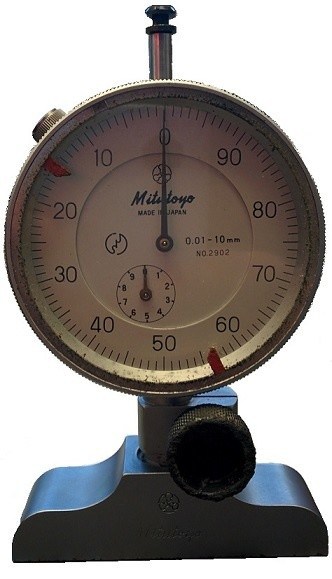
A mérőórával nagyon pontos mélységmérés végezhető. A belső kis kéz az egész millimétert, a nagy pedig a tizedesvessző utáni számot jelöli. Ha a számlapjelzőt egyenes felületre helyezi, 0,00 mm-nek kell lennie, ahogy az alábbi ábrán látható. A külső gyűrű elforgatható a kalibráláshoz. Ha egyenes felületre helyezve 0,3 mm-t mérünk, akkor a külső gyűrűt úgy kell elfordítani, hogy a nagy kéz 0-t mutasson.
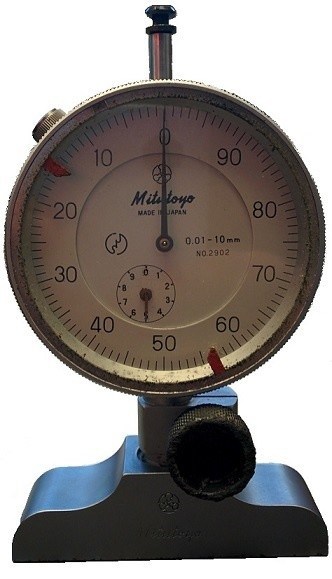
A képen látható számlapjelző 5,00 mm-t jelez. A kis kéz 5-nél, a nagy kéz 0-nál van. Ha a nagy kéz 81-nél, a kis pedig 5 és 6 között van, a mérő 5,81 mm-es értéket mutatna. Minél tovább nyomjuk felfelé a mérőcsapot alul, annál kisebb lesz a leolvasott érték.
A mikrométerben lévő számlap értéke: 0.01 – 10 mm. Ez azt jelenti, hogy a mikrométer 0.01 és 10 mm közötti értéket jelezhet. Ezért nem lehet 12 mm-es mélységmérést végezni, mert a mérőcsap túl rövid ahhoz, és a kezek ezt nem tudják jelezni. A 10 mm-nél nagyobb értékek mérése érdekében a mikrométerhez különféle hosszabbítók tartoznak. Erre egy példa a képen látható. A nyúlást itt mikrométerrel mérik. Ez 10,0 mm-es értéket jelez.

Csak a hordó alakú részt mérjük, a csavarmenetet nem. Ha ezt a hosszabbítót a mikrométerre szereljük, a mérőrúd már nem lesz túl rövid. Most még mérhető például a 12 mm-es érték. Most gondoskodni kell arról, hogy a mért értékhez hozzáadjuk a bővítmény méretét. Íme egy példa: amikor a mikrométer 5,19 mm-es értéket mutat, akkor a tényleges méret a mért érték + a mérőcsap hossza, tehát 5,19 + 10,00 = 15,19mm.
A mérések az alábbi oldalakon található számlapjelzővel történnek:
Hézagmérőt:
A hézagmérő a két rész közötti távolság mérésére szolgál. A hézagmérő számos fémcsíkból áll, amelyek mindegyike eltérő vastagságú. A vastagság a fémszalagon van feltüntetve. Az alábbi képen a hézagmérő alsó csíkja „30”. Ez azt jelenti, hogy a fémszalag 0,30 mm vastag.
A két rész közötti távolság méréséhez minden fémcsíkot ki kell hajtani, és be kell csúsztatni az alkatrészek közé. Ha a szalag nagyon könnyen vagy akár ellenállás nélkül is átmozgatható, akkor a hely nagyobb, mint a szalag vastagsága. Tehát egy vastagabb fémcsíkot kell kibontani. Ha a csík már nem fér át, akkor a csík túl vastag. Ha a szalag némi ellenállással az alkatrészek közé csúsztatható, akkor ez a megfelelő méret.

A következő ábra egy dugattyúgyűrű végső hézagát méri.
A mérések hézagmérőkkel történik az alábbi oldalakon:

Plasztizás:
A siklócsapágyak közötti hézag ellenőrzésére plasztikát lehet használni. A plasztik egy speciális műanyag huzal, amelyet arra a részre kell felhelyezni, amely között mérni kell a hézagot. Ezután rögzíteni kell a csapágyfedelet úgy, hogy a plasztikát laposra nyomják. A plasztik deformációja a hézag mértéke.
Különböző színű műanyagok vannak. Minden szín más-más méretet jelöl.
- Zöld: 0,025 és 0,076 mm közötti csapágyhézaghoz.
- Piros: 0,050 – 0,150 mm.
- Kék: 0,102 – 0,229 mm.
- Sárga: 0,23 – 0,51 mm.
Ezen az oldalon plasztikázással végzett mérés történik:

Kapcsolódó oldalak: