Thèmes:
- Général
- Pied à coulisse
- Jauge à vis
- Indicateur d'appel
- Jauge d'épaisseur
- Plastigage
Général:
Les outils de mesure sont souvent utilisés dans la technologie automobile, par exemple lors de l'inspection des moteurs. Mais des outils de mesure sont également utilisés pour mesurer l'épaisseur des garnitures de frein ou du disque de frein. Afin d'effectuer une mesure, il est important de connaître la précision de mesure avec laquelle l'outil a été conçu. Le diamètre du cylindre peut être mesuré avec les mâchoires de mesure intérieures d'un pied à coulisse, mais ce n'est pas assez précis (1/20 mm). Un comparateur à cadran est beaucoup plus précis (1/100 mm).
Les outils de mesure les plus courants en atelier et leur précision sont :
- Pied à coulisse (0,05 mm, ce qui équivaut à 1/20 mm.)
- Taille de vis (0,01 mm ou 1/100 mm.)
- Comparateur à cadran (0,01 mm.)
- Jauge d'épaisseur (0,05 mm.)
- Plastigage (précision selon version).
Cette page explique comment régler, lire et, si nécessaire, calibrer les outils de mesure mentionnés précédemment et fournit des exemples de mesures.
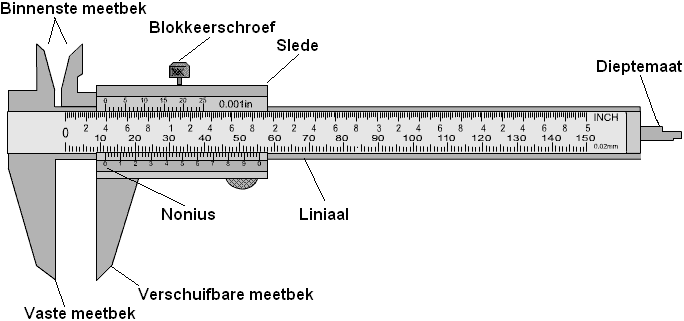
Pied à coulisse :
L'étrier est un outil de mesure largement utilisé dans la technologie automobile. Grâce au pied à coulisse, les dimensions intérieures, extérieures et en profondeur d'un composant peuvent être mesurées avec précision au vingtième millimètre près.
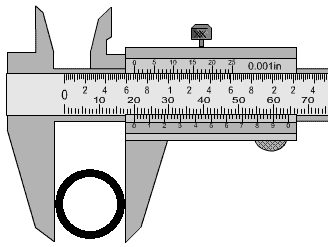
Mesurer avec le mors de mesure fixe :
La taille peut être lue en serrant le composant dans la mâchoire de mesure fixe. La règle indique désormais 20 mm. C'est le diamètre extérieur de l'anneau.
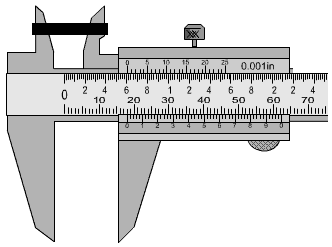
Mesurer avec la mâchoire de mesure intérieure :
Le diamètre intérieur peut être lu en serrant la mâchoire de mesure à l'intérieur de l'anneau. C'est 18 mm. Cela signifie que l'anneau a une épaisseur de (20-18) = 2 mm.
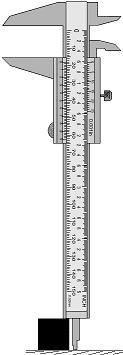
Mesurer avec la jauge de profondeur :
Par exemple, pour les objets qui ne peuvent pas être retirés de la surface ou les cylindres avec un fond, la hauteur peut être mesurée à l'aide de la jauge de profondeur. En plaçant l'extrémité de la jauge de profondeur sur la surface et la partie épaisse de l'étrier sur la pièce, on peut déterminer sa hauteur. Dans ce cas, la hauteur du bloc noir est déterminée :
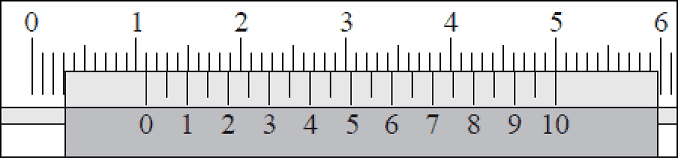
Pour lire le pied à coulisse, il faut aussi regarder les dixièmes de millimètre. L'endroit où la ligne suivante du vernier est exactement la même que la ligne de la règle indique la mesure en dixièmes de millimètres (le nombre après la virgule décimale). Sur l'image le 0 du vernier est à 1,1 cm, donc à 11 mm de la règle. La ligne du chiffre 10 sur le vernier est également la même que celle de la règle. Cela signifie qu'il y a exactement 11,0 mm est mesuré.
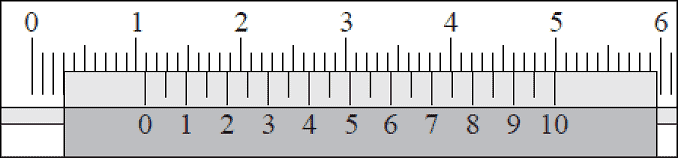
Lors de la mesure suivante, le vernier s'est décalé un peu vers la gauche et nous avons affaire à un nombre après la virgule. On regarde l'endroit où la ligne suivante du vernier est exactement la même que la ligne de la règle. Sur l'image le 0 du vernier fait 1,1 cm, donc 11 millimètres (entiers). La ligne du chiffre 9 sur le vernier est également la même que celle de la règle. Cela signifie que exactement 10,9 mm sont mesurés.
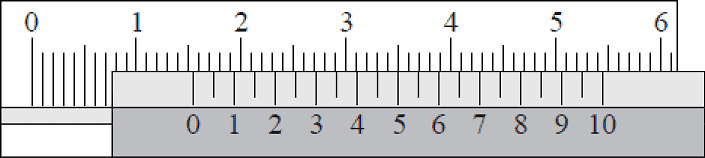
La mesure dans l'image suit le même principe. Dans ce cas le 0 du vernier est à mi-chemin entre 15 et 16 mm de la règle. Alors vous savez déjà en principe que le nombre décimal doit être autour de 4, 5 ou 6. Les lignes de la règle et du vernier correspondent en 5 ; alors maintenant (15+0,5) = 15,5 mm est mesuré.
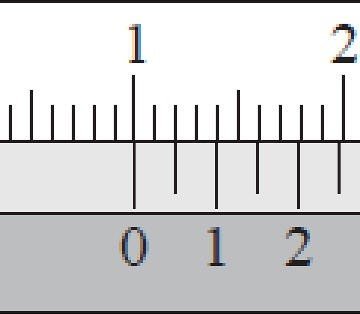
Il y a aussi de petites lignes entre les chiffres sur le vernier. Ceux-ci indiquent les cinq centièmes de millimètre. Le trait entre 0 et 1 sur le vernier correspond au trait sur la règle. Sur la figure, (10 + 0,05) = 10,05 mm. Lire un cinq centième nécessite un œil exercé.
Dans cette animation, la lecture du vernier est précisée par des flèches rouges.

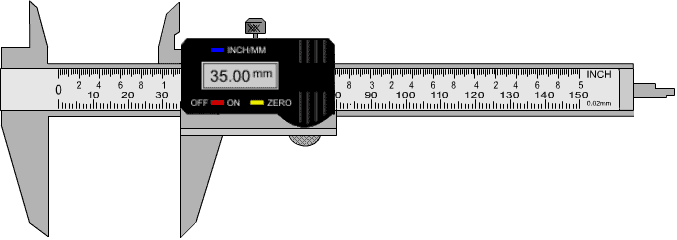
Un pied à coulisse peut également être réalisé numériquement comme indiqué sur l'image. Les dimensions du composant mesuré peuvent être lues sur l'affichage numérique. Cela peut souvent également être réglé en pouces et en millimètres.
Il existe également des étriers avec un comparateur analogique dont l'affichage numérique se trouve dans l'image ci-dessus. Ce pied à coulisse n'est pas beaucoup utilisé, mais cela dépend simplement de ce que l'utilisateur préfère utiliser.
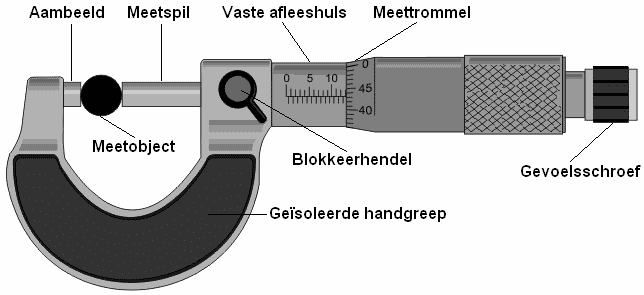
Taille de vis :
La jauge à vis (également appelée micromètre ou micromètre à support) peut être utilisée . utilisé pour mesurer des composants jusqu'à 25 mm avec une précision d'un centième de millimètre (0,01 mm). Avec un tour du tambour de mesure, la broche de mesure se déplace de 0,5 mm.
Le micromètre doit toujours être tenu par la poignée isolée, car la chaleur des mains affecte le résultat de la mesure. Un échauffement local dans le micromètre peut provoquer une légère dilatation du matériau. Surtout pour une mesure où le résultat doit être mesuré au centième près, il est important de respecter les réglementations.
Le composant à mesurer doit être placé entre l'enclume et la broche de mesure. En faisant tourner le tambour de mesure, la broche de mesure se déplace d'avant en arrière. Avant que la broche de mesure touche le composant, la dernière distance doit être serrée avec la vis de sensibilité. La vis sensorielle contient un mécanisme de clic qui produit un « clic » lorsqu'une certaine force est appliquée. À ce moment-là, vous savez que vous n’avez plus le droit de tourner le compteur. Si vous serrez trop le micromètre, vous risquez d'obtenir des résultats de mesure incorrects. Le tambour de mesure peut être bloqué contre toute rotation ultérieure à l'aide du levier de verrouillage.
Ci-dessous, une image d'un micromètre où la taille d'un roulement à billes (l'objet à mesurer) est mesuré.
Dans l'image ci-dessus, le roulement à billes a une épaisseur de 13,43 mm. Sur l’échelle supérieure, vous voyez 10, avec 3 lignes à côté. Chaque ligne mesure un millimètre, donc 10+3=13 mm. Le nombre après la virgule est lu sur le tambour de mesure. Voici les nombres 40 et 45. Si vous regardez attentivement, vous verrez que la ligne de l'échelle est égale à 43. Ensemble, cela fait 13,43 mm.
Le tambour de mesure a une échelle de 0,0 à 0,49 mm. En effet, l'échelle des millimètres entiers (à gauche du tambour de mesure) contient également des demi-millimètres ; les lignes du bas indiquent des demi-millimètres. Un certain nombre d'exemples sont donnés ci-dessous.
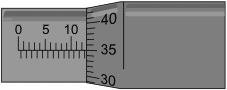
Les millimètres entiers sont affichés sur la ligne horizontale. Dans ce cas, il s'agit de 13 mm. La ligne de 16 mm sur le tambour de mesure est égale à la ligne horizontale sur le manchon de lecture. La taille indiquée sur cette image est (13 + 0,16) = 13,16 mm.
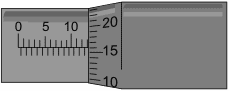
La ligne située en dessous de la ligne de l'échelle de la pochette de lecture est visible sur l'image. Cette ligne en dessous de la ligne horizontale indique qu'il s'agit d'un demi-millimètre. Selon l'échelle, elle est d'au moins 5,5 millimètres (sans tenir compte du tambour de mesure). L'échelle sur le tambour de mesure indique 36. La taille désormais indiquée est au total de (5,5 + 0,36) = 5,86 mm.
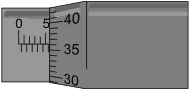
Sur cette image, la ligne au bas de la ligne d'échelle est à nouveau la plus proche du tambour de mesure. Il s'agit donc encore d'au moins 12,5 mm selon l'échelle horizontale. On additionne ensuite la valeur indiquée du tambour de mesure ; cette valeur est de 0,35 mm. Ensuite, nous additionnons 12,5 et 0,35 ensemble.
Ensemble, cela donne (12,5 + 0,35) = 12,85 mm.
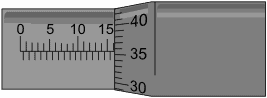
Dans cette image, la taille indiquée est (16 + 0,355) = 16,355 mm.
L'image montre la taille de vis d'une valeur de 75,235 mm. L'échelle sur le tambour de mesure est comprise entre 23 et 24 mm. Le calibre étant de 75 mm, la taille de la vis s'écarte de 0,235 mm. Chaque mesure qui sera prise sera donc trop élevée. Le manchon de lecture doit être tourné par rapport à la poignée à l'aide d'une fourchette de réglage adaptée. La fourchette de réglage est visible sur l'image ci-dessus.

Avant de mesurer avec le micromètre, il faut d'abord le calibrer. Un calibrage incorrect entraîne des erreurs de mesure ! La taille de la vis est calibrée à l'aide d'un calibre approprié. Le calibre dans l'image ci-dessous est exactement de 75,00 mm. Cela signifie que lorsque le calibre à vis mesure le calibre, le calibre à vis doit indiquer exactement ce numéro. Si la valeur mesurée est incorrecte, il faut d'abord calibrer la taille de la vis en tournant le tambour intérieur avec la fourchette.

Indicateur d'appel:
Une mesure de profondeur très précise peut être effectuée avec le comparateur à cadran. La petite aiguille à l'intérieur indique les millimètres entiers et la grande aiguille indique le nombre après la virgule. Lorsque le comparateur à cadran est placé sur une surface droite, il doit indiquer 0,00 mm, comme indiqué dans la figure ci-dessous. La bague extérieure peut être tournée pour permettre l'étalonnage. Si 0,3 mm est mesuré lorsqu'il est placé sur une surface droite, l'anneau extérieur doit être tourné pour que la grande aiguille indique 0.
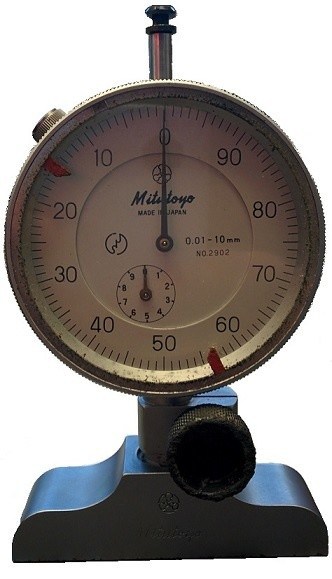
Le comparateur à cadran sur la photo indique 5,00 mm. La petite aiguille est à 5 et la grande aiguille est à 0. Si la grande aiguille était à 81 et la petite aiguille est entre 5 et 6, le compteur indiquerait une valeur de 5,81 mm. Plus la tige de mesure est enfoncée vers le haut en bas, plus la valeur lue diminue.
Le cadran du micromètre indique : 0.01 – 10 mm. Cela signifie que le micromètre peut indiquer une valeur comprise entre 0.01 et 10 mm. Il n'est donc pas possible d'effectuer une mesure de profondeur lorsque la profondeur est de 12 mm, car la tige de mesure est trop courte pour cela et les aiguilles ne peuvent pas l'indiquer. Pour pouvoir mesurer des valeurs supérieures à 10 mm, diverses rallonges sont fournies avec le micromètre. Un exemple de ceci peut être vu dans l’image. L'extension est ici mesurée avec un micromètre. Cela indique une valeur de 10,0 mm.

Seule la partie en forme de tonneau est mesurée, pas le filetage. En montant cette rallonge sur le micromètre, la tige de mesure n'est plus trop courte. La valeur de 12 mm, par exemple, peut désormais encore être mesurée. Il faut maintenant s'assurer que la taille de l'extension est ajoutée à la valeur mesurée. Voici un exemple : lorsque le micromètre indique une valeur de 5,19 mm, la taille réelle est la valeur mesurée + la longueur de la tige de mesure, donc 5,19 + 10,00 = 15,19mm.
Les mesures sont prises avec le comparateur sur ces pages :
Jauge d'épaisseur:
La jauge d'épaisseur permet de mesurer l'espace entre deux pièces. La jauge d'épaisseur est constituée d'un certain nombre de bandes métalliques dont chacune a une épaisseur différente. L'épaisseur est indiquée sur la bande métallique. La bande inférieure de la jauge d'épaisseur dans l'image ci-dessous indique « 30 ». Cela signifie que la bande métallique a une épaisseur de 0,30 mm.
Pour mesurer l'espace entre deux pièces, toute bande métallique doit être dépliée et glissée entre les pièces. Si la bande peut être déplacée très facilement, voire sans résistance, alors l'espace est plus grand que l'épaisseur de la bande. Il faut donc déplier une bande métallique plus épaisse. Si la bande ne passe plus, c'est qu'elle est trop épaisse. Si la bande peut être glissée entre les pièces avec une certaine résistance, alors c'est la bonne taille.

La figure suivante mesure le jeu final d'un segment de piston.
Les mesures sont effectuées avec des jauges d'épaisseur sur ces pages :

Plastigage :
Le Plastigage peut être utilisé pour vérifier le jeu entre paliers lisses. Le Plastigage est un fil plastique spécial qu'il faut appliquer sur la pièce entre laquelle il faut mesurer le jeu. Le chapeau de palier doit ensuite être fixé de manière à ce que le plastigage soit pressé à plat. La déformation du plastigage est une mesure du jeu.
Il existe différentes couleurs de plastigage. Chaque couleur représente une taille différente.
- Vert : pour un jeu de roulement de 0,025 à 0,076 mm.
- Rouge : 0,050 – 0,150 mm.
- Bleu : 0,102 – 0,229 mm.
- Jaune : 0,23 – 0,51 mm.
Sur cette page une mesure avec plastigage est réalisée :

Pages connexes :