emner:
- Mål stempeldiameteren
- Mål cylinderdiameteren
- Stempelfrigang
Måling af stempeldiameter:
Med en skruemåler kan vi bestemme diameteren af et stempel. Vi placerer skruestørrelsen vinkelret på stempelstiften; det er her de fleste kræfter opstår som følge af føringsvejskraft. Når stemplet slides, vil diameteren falde mest her.
Producentens tekniske data viser stempelstørrelsen.

Måle cylinder diameter:
Cylinderdiameteren kan ændre sig på grund af slid, blandt andet som følge af føringsvejskraft, blive større. Med cylindermålet kan vi afgøre, om der er slid, og i hvilket omfang et eventuelt slid falder inden for tolerancerne.
Vi udfører en cylindermåling med en måleur, der er fastgjort til en intern målesonde.
Med en cylindermåler kan vi måle forskellen i diameter forskellige steder i cylinderrummet. Dette giver os mulighed for at få et slidbillede af den pågældende cylinder. Diameteren kan måles nøjagtigt til inden for 0,01 mm.
Cylindermåleren består af en måleur, en plejlstang med en føler i bunden og en udskiftelig stang. Afhængig af cylinderdiameteren (boringen) skal denne stang vælges med den korrekte længde. Der er normalt omkring ti forskellige størrelser i etuiet. Hvis den ønskede størrelse er præcis mellem to målemålere, kan du tilføje en shim til den mindste måler for at få den ønskede længde.
Eksempel:
Cylinderdiameteren er 87,00 mm. Vi vælger stangen med en længde på 85,00 mm og installerer en shim på 3 mm for at få en længde på 88,00 mm. Længden er nu 1 mm mere end cylinderdiameteren: dette er vigtigt for denne måling, fordi cylinderdiameteren er steget i tilfælde af slid. Vi bestemmer længden af stangen med en mikrometer.
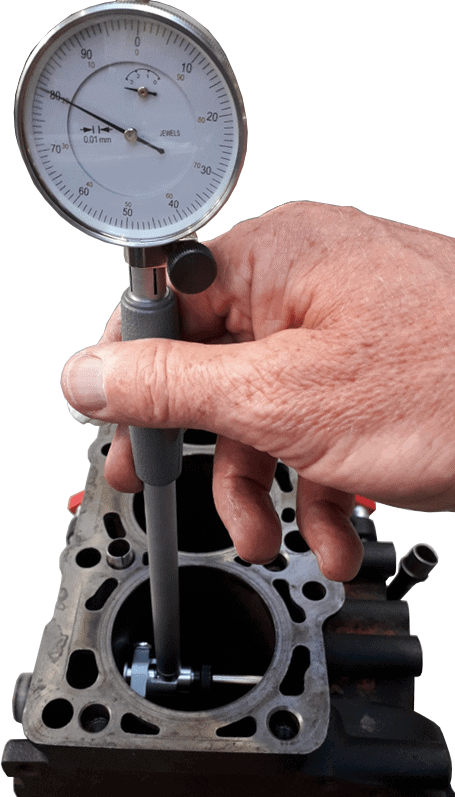
For at starte målingen indsætter vi den nederste del af cylindermåleren i cylinderrummet. Følgende tekst handler om målingen på billedet:
- Den højre del har et hjul - ikke justerbar i længden;
- Den venstre del er den justerbare målestift, hvorpå vi monterede en stang i den rigtige længde under justeringen;
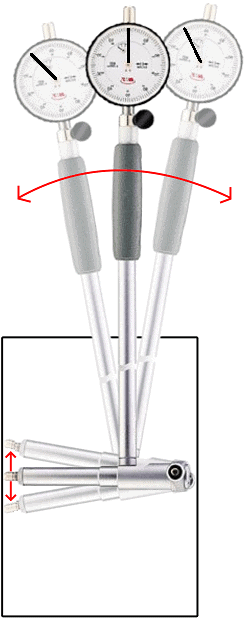
For at bestemme den mindste diameter skal cylindermåleren flyttes frem og tilbage. Markøren i mikrometeret bevæger sig fra venstre mod højre. Billedet viser tre positioner: venstre, center og højre. Den midterste position vises som mørkegrå, de øvrige positioner er lyse.
- Flyt til venstre position: målestift springer ud af cylindermåleren. Markøren angiver 0,1 mm bevægelse;
- Flyt til den rigtige position: stiften springer ud af cylindermåleren igen, og viseren viser også 0,1 mm.
- Måleindikator i midten: cylinderens diameter er den mindste her. Målestiften skubbes derfor maksimalt ind. Viseren viser nu 0 mm.
Viseren behøver ikke nødvendigvis at angive 0 mm, hvis cylindermåleren er i midten. Hvis man tager i betragtning, at nulpunktet er på 50 på urskiven (viseren er blevet drejet 180 grader i forhold til den nuværende situation), så vil afbøjningen på 0,1 mm forårsage en bevægelse mellem 50 og 60 på urskiven; igen 0,1 mm.
Ovenstående trin skal gentages flere steder. Hvis viseren når 0 mm i midten alle steder, er der ingen slitage. Men hvis markøren bevæger sig forbi 0, er mellemrummet blevet større. Markørens slag er så blevet større: for eksempel i alt 1,1 mm i stedet for 1,0 mm. Det betyder, at der er et slid på 0,1 mm.
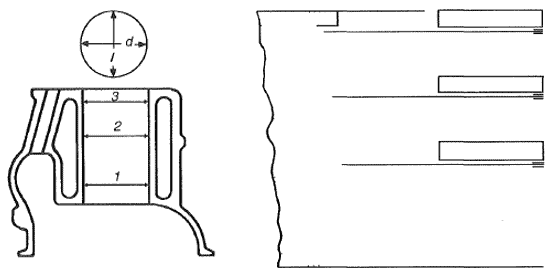
Følgende billede viser et cylinderrum med tre mulige målehøjder: 1, 2 og 3. Målingen skal udføres i både længde- og tværretning.
Diameteren i toppen af cylinderen (3) vil være størst: Stemplets kræfter mod cylindervæggen er minimale her. Kraften er størst halvvejs gennem cylinderen: denne diameter vil være størst under slid.
Et tip er at lave en skitse til en sådan måling og skrive de målte værdier ned på den. Hvis diameteren er større end den af producenten angivne værdi, afvises den pågældende cylinder.
Stempelafstand:
Afstanden mellem stempel og cylinder afhænger af både stempeldiameteren og cylinderdiameteren:
- stempelslid: diameter bliver mindre;
- cylinderslid: diameter øges.
Slitage er et resultat af bl.a føringsvejskraft som skabes, når stemplet presses ned af forbrændingstrykket og krumtap-plejlstangsmekanismen. Mere slid resulterer i en større afstand mellem stempel og cylinder. Resultatet er, at stemplet har mere bevægelsesfrihed og vil "vippe". Dette giver tikkende lyde, giver et højere olieforbrug (smøreolien kan nu let passere stemplet ind i forbrændingskammeret) og kan kun afhjælpes ved en større reparation.
Der skal altid være en vis stempelafstand til:
- for at muliggøre udvidelse af dele, når de opvarmes;
- for at give plads til en smøreoliefilm.
Den maksimale afstand mellem stempel og cylinder er angivet i fabriksdata. Læs derfor altid de værdier, der er angivet af producenten. Generelt gælder dette: den gennemsnitlige stempelafstand er 0,01 mm pr. cm stempeldiameter. For turbomotorer er dette lidt bredere, nemlig 0,015 mm pr. cm diameter. I dette tilfælde, hvis vi har et stempel med en diameter på 80,00 mm, skal cylinderens hul være (80,00 + (8 * 0,01 mm) = 80,08 mm.
Hvis stempelafstanden er for stor, bør du kontrollere fabriksspecifikationerne for mulige næste trin:
- Boring og honing af cylindre samt montering af overdimensionerede stempler på grund af den større cylinderdiameter er ikke tilladt af alle producenter. Du bør også kontrollere, om en sådan justering allerede er foretaget tidligere. Nogle producenter foreskriver, at der maksimalt må installeres 3x overskydende;
- Hvis installation af overdimensionerede stempler ikke er tilladt, eller omkostningerne er for høje, er det bedre at udskifte den roterende del.
