цялостната: Измервателните инструменти често се използват в автомобилната технология, например по време на проверка на двигателя. Но измервателни инструменти се използват и за измерване на дебелината на спирачните накладки или спирачния диск. За да се извърши измерване, е важно да се знае точността на измерване, с която е проектиран инструментът. Диаметърът на цилиндъра може да се измери с вътрешните измервателни челюсти на шублер, но не е достатъчно точен (1/20 mm). Циферблатният индикатор е много по-точен (1/100 mm).
Най-често срещаните измервателни инструменти в работилницата и тяхната точност са:
дебеломер (0,05 mm, което е същото като 1/20 mm.)
Размер на винта (0,01 мм или 1/100 мм.)
Циферблатен индикатор (0,01 мм.)
Пиломер (0,05 мм.)
Plastigage (точност в зависимост от версията).
Тази страница обяснява как да настроите, прочетете и, ако е необходимо, калибрирате гореспоменатите инструменти за измерване и предоставя примери за измервания.
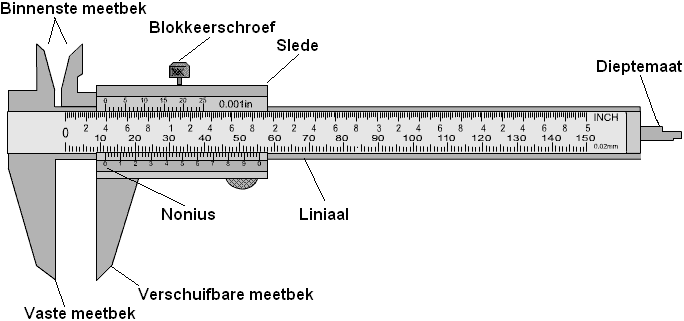
Шублер с нониус: Шублерът е широко използван измервателен инструмент в автомобилната техника. С дебеломера вътрешните, външните и дълбочините на даден компонент могат да бъдат измерени с точност до двадесетия милиметър.
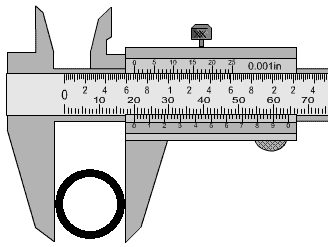
Измерване с фиксирана измервателна челюст: Размерът може да бъде отчетен чрез затягане на компонента във фиксираната измервателна челюст. Линийката вече показва 20 мм. Това е външният диаметър на пръстена.
Измерване с вътрешната измервателна челюст: Вътрешният диаметър може да бъде отчетен чрез затягане на измервателната челюст във вътрешността на пръстена. Това е 18 мм. Това означава, че пръстенът е с дебелина (20-18) = 2 мм.
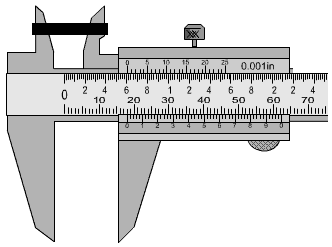
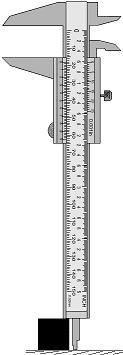
Измерване с дълбокомер: Например, за предмети, които не могат да бъдат отстранени от повърхността или цилиндри с дъно, височината може да се измери с помощта на дълбокомер. Чрез поставяне на края на дълбокомера върху повърхността и дебелата част на шублера върху компонента, може да се определи неговата височина. В този случай се определя височината на черния блок:
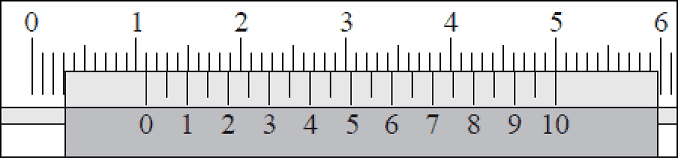
За да разчетете шублера, трябва да погледнете и десети от милиметъра. Мястото, където следващият ред на нониуса е точно същият като линията на линийката, показва измерването в десети от милиметра (числото след десетичната запетая). На изображението 0 на нониуса е 1,1 cm, така че 11 mm от линийката. Линията на числото 10 на нониуса също е същата като линията на линийката. Това означава, че има точно 11,0 мм wordt измерено.
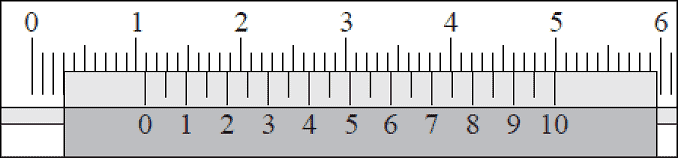
При следващото измерване нониусът се е изместил малко наляво и имаме работа с число след десетичната запетая. Гледаме мястото, където следващата линия на нониуса е точно същата като линията на линийката. На изображението 0 на нониуса е 1,1 см, т.е. 11 (цели) милиметра. Линията на числото 9 на нониуса също е същата като линията на линийката. Това означава, че са измерени точно 10,9 мм.
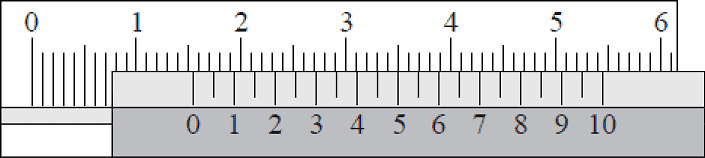
Измерването в изображението следва същия принцип. В този случай 0 на нониуса е по средата между 15 и 16 mm на линийката. Тогава вече знаете по принцип, че десетичното число трябва да бъде около 4, 5 или 6. Линиите на линийката и нониуса съответстват на 5; така че сега се измерва (15+0,5) = 15,5 mm.
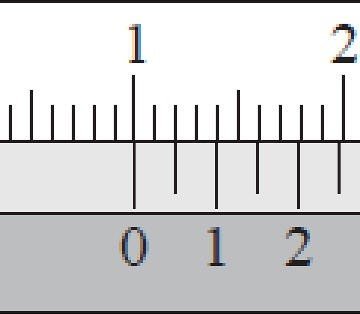
Между цифрите на нониуса също има малки линии. Те показват петстотни от милиметъра. Линията между 0 и 1 на нониуса съответства на линията на линийката. На фигурата (10 + 0,05) = 10,05 mm. Четенето на петстотин изисква тренирано око.
В тази анимация разчитането на нониуса се пояснява с червени стрелки.
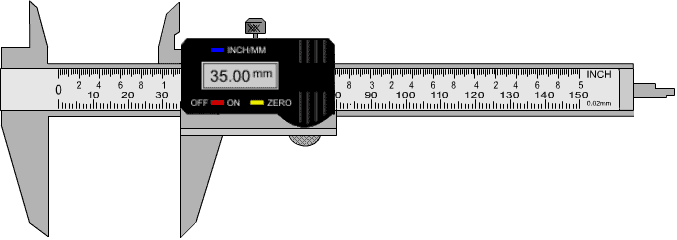
Шублер може да бъде направен и цифрово, както е показано на изображението. Размерите на измервания компонент могат да бъдат прочетени на цифровия дисплей. Това често може да се настрои както на инчове, така и на милиметри.
Има и шублери с аналогов циферблат, където цифровият дисплей е на изображението по-горе. Този шублер не се използва много, но просто зависи какво предпочита потребителят да използва.
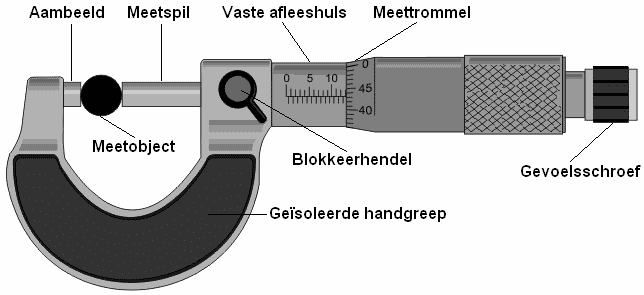
Размер на винта: Може да се използва винтовият габарит (наричан още микрометър или микрометър със скоба). Уордънизползва се за измерване на компоненти с размер до 25 mm с точност до една стотна от милиметъра (0,01 mm). При едно завъртане на измервателния барабан измервателният шпиндел се премества с 0,5 мм.
Микрометърът винаги трябва да се държи за изолираната дръжка, тъй като топлината от ръцете влияе върху резултата от измерването. Локалното нагряване в микрометъра може да доведе до леко разширяване на материала. Особено за измерване, при което резултатът трябва да бъде измерен до най-близката стотна, е важно да се придържате към разпоредбите. Измерваният компонент трябва да се постави между наковалнята и измервателния шпиндел. Чрез въртене на измервателния барабан, измервателният шпиндел се движи напред-назад. Преди измервателният шпиндел да докосне компонента, последното разстояние трябва да бъде затегнато с винта за чувствителност. Сензорният винт съдържа щракащ механизъм, който издава „щракащ“ звук, когато се приложи определена сила. В този момент знаете, че нямате право да въртите измервателния уред повече. Ако затегнете микрометъра твърде много, можете да получите неправилни резултати от измерването. Измервателният барабан може да бъде блокиран срещу по-нататъшно въртене със заключващия лост.
По-долу има изображение на микрометър, където размерът на сачмен лагер (измервания обект) wordt измерено.
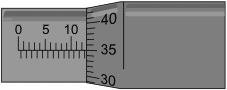
На горното изображение сачменият лагер е с дебелина 13,43 mm. На горната скала виждате 10, с 3 реда до него. Всяка линия е един милиметър, така че 10+3=13 mm. Числото след десетичната запетая се отчита на измервателния барабан. Тук са числата 40 и 45. Ако се вгледате внимателно, ще видите, че линията на скалата е равна на 43. Заедно това прави 13,43 мм.
Мерителният барабан е със скала от 0,0 до 0,49 mm. Това е така, защото скалата с цели милиметри (вляво от измервателния барабан) съдържа и половин милиметри; долните редове показват половин милиметри. По-долу са дадени редица примери.
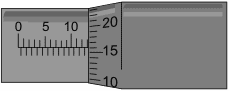
Целите милиметри се показват на хоризонталната линия. В случая е 13мм. Линията от 16 мм на измервателния барабан е равна на хоризонталната линия на втулката за отчитане. Размерът, посочен в това изображение, е (13 + 0,16) = 13,16 mm.
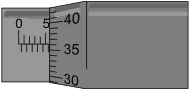
Линията под линията на скалата на ръкава за четене се вижда на изображението. Тази линия под хоризонталната линия показва, че е половин милиметър. Според скалата е поне 5,5 милиметра (без да се взема предвид мерителният барабан). Скалата на мерителния барабан показва 36. Посоченият сега размер е общо (5,5 + 0,36) = 5,86 mm.
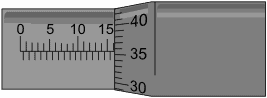
На това изображение линията в долната част на линията на скалата отново е най-близо до измервателния барабан. Така че пак е поне 12,5 мм според хоризонталната скала. След това добавяме посочената стойност на измервателния барабан; тази стойност е 0,35 mm. След това събираме 12,5 и 0,35 заедно. Заедно това е (12,5 + 0,35) = 12,85 mm.
На това изображение посоченият размер е (16 + 0,355) = 16,355 mm.
Изображението показва размер на винта със стойност 75,235 мм. Скалата на мерителния барабан е между 23 и 24 мм. Тъй като калибърът е 75 мм, размерът на винта се отклонява с 0,235 мм. Следователно всяко измерване, което ще бъде направено, ще бъде твърде високо. Гилзата за четене трябва да се завърти спрямо дръжката с помощта на подходяща вилка за регулиране. Вилицата за регулиране може да се види на изображението по-горе.
Преди измерване с микрометъра той трябва първо да бъде калибриран. Неправилното калибриране води до грешки в измерването! Размерът на винта се калибрира с помощта на подходящ калибър. Калибърът на изображението по-долу е точно 75,00 мм. Това означава, че когато винтовият манометър измерва калибъра, винтовият манометър трябва да показва точно това число. Ако измерената стойност е неправилна, първо трябва да калибрираме размера на винта, като завъртим вътрешния барабан с вилицата.
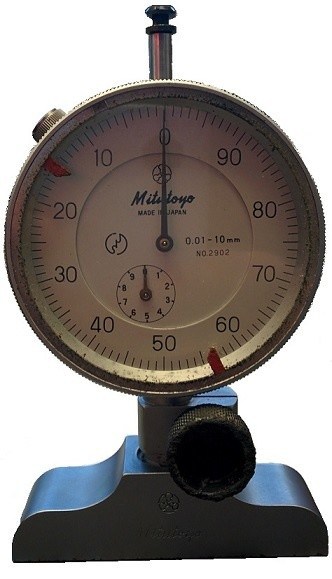
Циферблатен индикатор: Много точно измерване на дълбочината може да се извърши със стрелката. Малката стрелка от вътрешната страна показва целите милиметри, а голямата стрелка показва числото след десетичната запетая. Когато циферблатният индикатор е поставен върху права повърхност, той трябва да показва 0,00 mm, както е показано на фигурата по-долу. Външният пръстен може да се върти, за да позволи калибриране. Ако се измерва 0,3 mm, когато е поставен върху права повърхност, външният пръстен трябва да се завърти така, че голямата стрелка да показва 0.
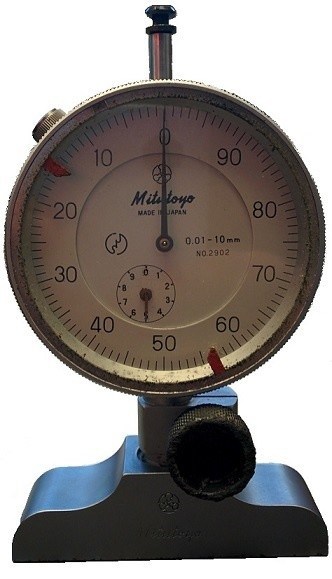
Циферблатният индикатор на снимката показва 5,00 мм. Малката стрелка е на 5, а голямата стрелка е на 0. Ако голямата стрелка е на 81, а малката стрелка е между 5 и 6, измервателният уред ще покаже стойност от 5,81 mm. Колкото повече измервателният щифт се натиска нагоре в долната част, толкова по-малка ще стане отчетената стойност.
Циферблатът на микрометъра показва: 0.01 – 10 mm. Това означава, че микрометърът може да показва стойност между 0.01 и 10 mm. Следователно не е възможно да се извърши измерване на дълбочина, когато дълбочината е 12 mm, тъй като измервателният щифт е твърде къс за това и стрелките не могат да покажат това. За да можете да измервате по-големи стойности от 10 мм, с микрометъра се доставят различни удължители. Пример за това може да се види на изображението. Тук разширението се измерва с микрометър. Това показва стойност от 10,0 mm.
Измерва се само бъчвовидната част, а не резбата на винта. С монтирането на този удължител към микрометъра, измервателният прът вече не е твърде къс. Стойността от, например, 12 mm вече може да бъде измерена. Сега трябва да се гарантира, че размерът на разширението се добавя към измерената стойност. Ето един пример: когато микрометърът показва стойност от 5,19 mm, действителният размер е измерената стойност + дължината на измервателния щифт, така че 5,19 + 10,00 = 15,19mm.
Измерванията се правят с циферблатния индикатор на тези страници:
Измервателен уред: Сензорът се използва за измерване на пространството между две части. Сензорът се състои от няколко метални ленти, всяка от които е с различна дебелина. Дебелината е посочена върху металната лента. Долната лента на щупа на изображението по-долу гласи „30“. Това означава, че металната лента е с дебелина 0,30 мм.
За да измерите разстоянието между две части, всяка метална лента трябва да се разгъне и плъзне между частите. Ако лентата може да се премести много лесно или дори без съпротивление, тогава пространството е по-голямо от дебелината на лентата. Така че трябва да се разгъне по-дебела метална лента. Ако лентата вече не пасва, тогава лентата е твърде дебела. Ако лентата може да се плъзга между частите с известно съпротивление, тогава това е правилният размер.
Следната фигура измерва крайната хлабина на бутален пръстен.
Plastigage: Plastigage може да се използва за проверка на хлабината между плъзгащите лагери. Plastigage е специална пластмасова жица, която трябва да се постави върху частта, между която трябва да се измери хлабината. След това капачката на лагера трябва да бъде закрепена така, че пластигажът да бъде притиснат плоско. Деформацията на пластигажа е мярка за хлабината.
Има различни цветове на пластигажа. Всеки цвят представлява различен размер.
Зелено: за хлабина на лагера от 0,025 до 0,076 mm.
Червено: 0,050 – 0,150 мм.
Синьо: 0,102 – 0,229 мм.
Жълто: 0,23 – 0,51 мм.
На тази страница се извършва измерване с plastigage: