المواضيع:
- قياس قطر المكبس
- قياس قطر الاسطوانة
- خلوص المكبس
قياس قطر المكبس:
باستخدام المقياس اللولبي يمكننا تحديد قطر المكبس. نضع حجم المسمار بشكل عمودي على دبوس المكبس. هذا هو المكان الذي تحدث فيه معظم القوى نتيجة لل قوة التوجيه. عندما يتآكل المكبس، سينخفض القطر أكثر هنا.
تسرد البيانات الفنية للشركة المصنعة حجم المكبس.

قياس قطر الاسطوانة:
يمكن أن يتغير قطر الأسطوانة بسبب التآكل، ويرجع ذلك جزئيًا إلى قوة التوجيه، كن أكبر. من خلال قياس الأسطوانة يمكننا تحديد ما إذا كان هناك تآكل وإلى أي مدى يقع أي تآكل ضمن التفاوتات المسموح بها.
نقوم بإجراء قياس الأسطوانة باستخدام مؤشر قرصي متصل بمسبار قياس داخلي.
باستخدام مقياس الأسطوانة يمكننا قياس الفرق في القطر في أماكن مختلفة في مساحة الأسطوانة. وهذا يسمح لنا بالحصول على صورة تآكل للأسطوانة المعنية. يمكن قياس القطر بدقة في حدود 0,01 ملم.
يتكون عداد الأسطوانة من مؤشر الاتصال وقضيب توصيل مزود بمستشعر في الأسفل وقضيب قابل للتبديل. اعتمادًا على قطر الأسطوانة (التجويف)، يجب اختيار هذا القضيب بالطول الصحيح. يوجد عادة حوالي عشرة أحجام مختلفة في العلبة. إذا كان الحجم المطلوب يقع بالضبط بين مقياسين، يمكنك إضافة حافة إلى أصغر مقياس للحصول على الطول المطلوب.
على سبيل المثال:
قطر الاسطوانة 87,00 ملم. نختار القضيب بطول 85,00 مم ونركب حافة 3 مم للحصول على طول 88,00 مم. أصبح الطول الآن أكثر من قطر الأسطوانة بمقدار 1 مم: وهذا مهم لهذا القياس، لأن قطر الأسطوانة يزداد في حالة التآكل. نحدد طول القضيب بالميكرومتر.
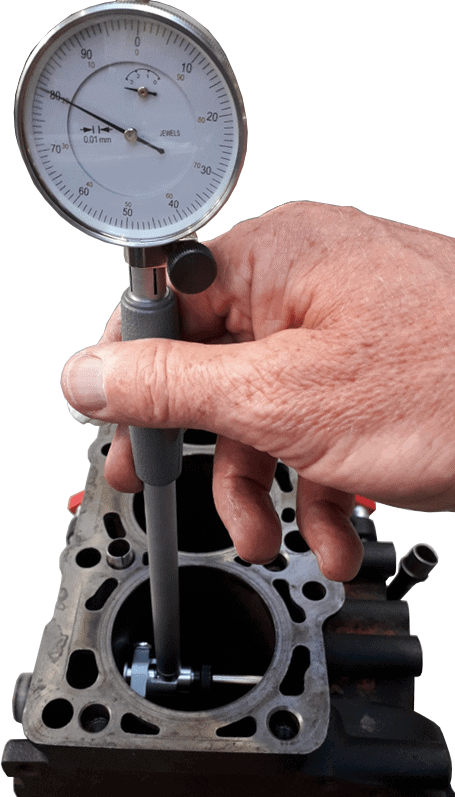
لبدء القياس، نقوم بإدخال الجزء السفلي من مقياس الأسطوانة في مساحة الأسطوانة. النص التالي يدور حول القياس في الصورة:
- الجزء الأيمن به عجلة - غير قابلة للتعديل في الطول؛
- الجزء الأيسر هو دبوس القياس القابل للتعديل الذي قمنا بتركيب قضيب بالطول الصحيح أثناء التعديل؛
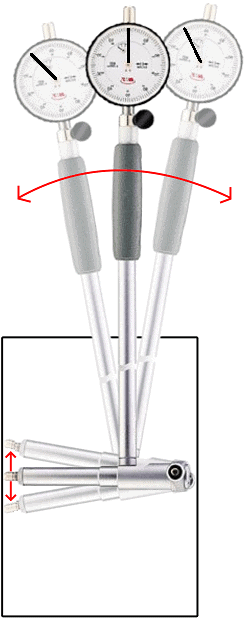
لتحديد أصغر قطر، يجب تحريك مقياس الأسطوانة ذهابًا وإيابًا. يتحرك المؤشر الموجود في الميكرومتر من اليسار إلى اليمين. تُظهر الصورة ثلاثة أوضاع: اليسار والوسط واليمين. يظهر الموضع الأوسط باللون الرمادي الداكن، بينما تظهر المواضع الأخرى باللون الفاتح.
- انتقل إلى الموضع الأيسر: ينبثق دبوس القياس من عداد الأسطوانة. يشير المؤشر إلى حركة بمقدار 0,1 مم؛
- انتقل إلى الموضع الصحيح: يخرج الدبوس من عداد الأسطوانة مرة أخرى، ويشير المؤشر أيضًا إلى 0,1 مم.
- مؤشر الاتصال في المنتصف: قطر الأسطوانة هو الأصغر هنا. وبالتالي يتم دفع دبوس القياس إلى الحد الأقصى. يشير المؤشر الآن إلى 0 ملم.
ليس من الضروري أن يشير المؤشر إلى 0 مم إذا كان مقياس الأسطوانة في المنتصف. إذا أخذنا في الاعتبار أن نقطة الصفر هي 50 على القرص (تم تدوير العقرب 180 درجة مقارنة بالوضع الحالي)، فإن انحراف 0,1 ملم سيؤدي إلى حركة تتراوح بين 50 و60 على القرص؛ مرة أخرى 0,1 ملم.
يجب تكرار الخطوات المذكورة أعلاه في عدد من الأماكن. إذا وصل مؤشر القرص إلى 0 مم في المنتصف في جميع الأماكن، فلا يوجد تآكل. ومع ذلك، إذا تحرك المؤشر بعد 0، تصبح المساحة أكبر. أصبحت حد المؤشر أكبر: على سبيل المثال، إجمالي 1,1 مم بدلاً من 1,0 مم. هذا يعني أن هناك تآكل بمقدار 0,1 ملم.
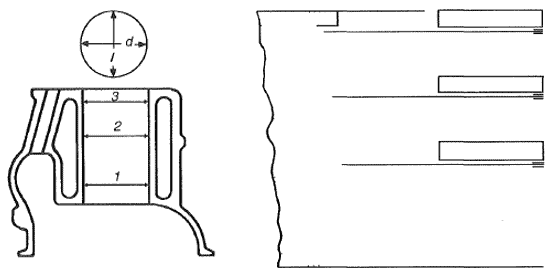
الصورة التالية توضح مساحة الأسطوانة مع ثلاثة ارتفاعات محتملة للقياس: 1 و 2 و 3. ويجب إجراء القياس في الاتجاهين الطولي والعرضي.
سيكون القطر الموجود أعلى الأسطوانة (3) أكبر: قوى المكبس على جدار الأسطوانة تكون ضئيلة هنا. تكون القوة أكبر في منتصف الطريق عبر الأسطوانة: سيكون هذا القطر أكبر أثناء التآكل.
النصيحة هي عمل رسم تخطيطي لمثل هذا القياس وكتابة القيم المقاسة عليه. إذا كان القطر أكبر من القيمة المحددة من قبل الشركة المصنعة، يتم رفض الاسطوانة المعنية.
خلوص المكبس:
يعتمد الخلوص بين المكبس والأسطوانة على قطر المكبس وقطر الأسطوانة:
- تآكل المكبس: يصبح القطر أصغر؛
- تآكل الأسطوانة: يزداد القطر.
البلى هو نتيجة، من بين أمور أخرى، قوة التوجيه والذي يتم إنشاؤه عندما يتم دفع المكبس للأسفل بواسطة ضغط الاحتراق وآلية قضيب توصيل الكرنك. يؤدي المزيد من التآكل إلى زيادة المسافة بين المكبس والأسطوانة. والنتيجة هي أن المكبس يتمتع بحرية أكبر في الحركة وسوف "يميل". ينتج عن ذلك أصوات تكتكة، ويؤدي إلى زيادة استهلاك الزيت (يمكن لزيت التشحيم الآن تمرير المكبس بسهولة إلى غرفة الاحتراق) ولا يمكن علاجه إلا عن طريق إجراء إصلاح كبير.
يجب أن يكون هناك دائمًا خلوص معين للمكبس من أجل:
- لتمكين توسيع الأجزاء عند تسخينها؛
- لترك مساحة لفيلم زيت التشحيم.
الحد الأقصى للخلوص بين المكبس والأسطوانة مذكور في بيانات المصنع. لذلك، قم دائمًا بقراءة القيم المحددة من قبل الشركة المصنعة. بشكل عام، ينطبق هذا: متوسط خلوص المكبس هو 0,01 ملم لكل سم قطر المكبس. بالنسبة للمحركات التوربينية، يكون هذا أوسع قليلاً، أي 0,015 مم لكل سم. في هذه الحالة، إذا كان لدينا مكبس قطره 80,00 مم، فإن قطر الأسطوانة يجب أن يكون (80,00 + (8*0,01 مم) = 80,08 مم.
إذا كانت مساحة المكبس كبيرة جدًا، فيجب عليك التحقق من مواصفات المصنع لمعرفة الخطوات التالية المحتملة:
- لا تسمح جميع الشركات المصنعة بحفر وشحذ الأسطوانات، وكذلك تركيب المكابس كبيرة الحجم نظرًا لقطر الأسطوانة الأكبر. يجب عليك أيضًا التحقق مما إذا كان هذا التعديل قد تم إجراؤه بالفعل في الماضي. تنص بعض الشركات المصنعة على إمكانية تثبيت 3 أضعاف الحد الأقصى؛
- إذا كان تركيب المكابس كبيرة الحجم غير مسموح به، أو كانت التكاليف مرتفعة للغاية، فمن الأفضل استبدال الجزء الدوار.
